
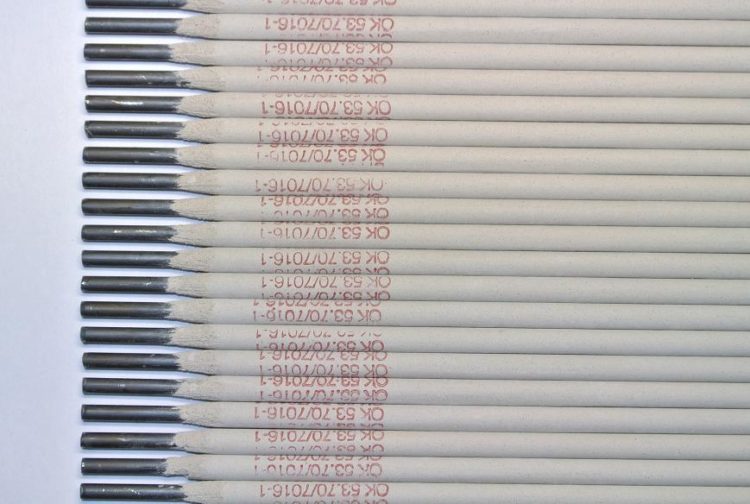
ЧТО ТАКОЕ СВАРОЧНЫЙ ЭЛЕКТРОД
Сварочный электрод – расходный материал, без которого ручная дуговая сварка невозможна. Это металлический стержень (сердечник) с особым покрытием – обмазкой. В процессе сварки стержень плавится, а обмазка защищает шов от воздействия кислорода. Состав стержня должен быть похож на состав металла, который Вы собираетесь варить. Поэтому существуют электроды для сварки углеродистых, легированных, высоколегированных сталей, для нержавейки алюминия, чугуна.
Выбор электродов для ручной сварки зависит не только от металла, с которым предстоит работать и его толщины, но и от того, в каком положении будет проходить сварка, какие требования будут предъявляться к прочности шва.
Например, для сварки несущих конструкций, которые эксплуатируются при особо низких температурах, не подойдут электроды с рутиловым покрытием, но они дают очень эластичную и устойчивую дугу, что позволяет легко работать с ними даже новичкам.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Что требуется от электрода?
При сварке от всякого электрода прежде всего требуется:
-устойчивое горение вольтовой дуги,
-равномерное плавление металла и стабильный перенос его в сварочную ванну;
-защита свариваемых металлов от воздействия воздуха;
-получение прочного шва с нужным химическим составом и механическими свойствами;
-минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
-минимальную токсичность газов, выделяющихся при сварке.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
Где и как используют сварочные электроды?
Сварочные электроды применяют как в домашнем строительстве, так и при возведении массовых промышленных объектов.
В обоих случаях, как правило, используют одинаковые виды этих расходников.
Приобретают их всегда под конкретный сварочник, с учетом условий эксплуатации, и технологических параметров.
В процессе сварки стержни плавятся, и расплавляют места соединения металлических элементов, следствием чего становится прочная молекулярная связь последних.
Посредством сварочных электродов можно выполнять:
- Соединение двух металлических частей. Это, в принципе, основное их назначение.
- Заваривание трещин.
- Резка металлических конструкций и отдельных элементов.
Также сварочные электроды нередко применяют для наплавки металла на различные детали, которые в процессе эксплуатации, подверглись износу, и утратили изначальные геометрические размеры.
Сварочными стержнями можно работать в различных положениях, в зависимости от их типа:
- Нижнее расположение сварочного соединения – используют в тех случаях, когда к соединению не предъявляется каких-либо особых требований. Считается самым производительным и оптимальным способом. Электрод располагается вертикально, а соединяемые поверхности – горизонтально.
- Горизонтальное расположение – горизонтальный шов, горизонтальное положение электрода, вертикальное положение свариваемых элементов.
- Вертикальное – вертикальный шов, вертикальное расположение свариваемых элементов, горизонтальное позиционирование электрода.
- Потолочное – вертикальное расположение электрода, горизонтальное размещение соединяемых элементов. Это самый трудновыполнимый вид шва, так как мастер выполняет сварку снизу, из-за чего расплав может стекать, минуя сварочную ванну.
Кроме прочего, существует сварка «в лодочку».
Тут свариваемые элементы располагаются по отношению друг к другу под углом.
Сварка производится преимущественно в нижнем положении, за счет чего повышается скорость работы.
Что касается позиционирования самого электрода, в процессе работы он может быть расположен под 90-градусным углом по отношению к шву, а также под 30 – 60 градусов в наклоне вперед или назад.
Технология
Если хочется добиться качественного сварного шва, то обязательно должна соблюдаться технология. Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.
Подготовка
Прежде всего металлические детали тщательно очищаются, наносится обезжириватель. Эффективность и качество сварного соединения зависит от правильной подготовки кромок свариваемых пластин. Необходимо удалить все чешуйки, ржавчину, жир, краску и т. д.
Очистка поверхности должна осуществляться механически проволочной щеткой, а затем химически четыреххлористым углеродом. Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.
Подходящий электрод вставляют в электрододержатель под углом 60-80 градусов. На следующем этапе потребуется выбрать ток и полярность. Сварка производится путем установления контакта электрода с поверхностью, а затем удаления его на необходимое расстояние для получения дуги. Когда дуга есть, металл плавится под температурой, в результате образуется жидкий материал для заполнения шва. Важно правильно вести и держать во время сварки электрод. Иногда требуется предварительная прокалка.
Даже новичку сделать хороший шов своими руками не составит труда, если он подробно изучит технологию. Если работа выполняется двумя электродами и более, то такая сварка делается пучком. Для потолочного наложения швов на металлических изделиях может понадобиться вертикальный держатель, который упрощает процесс работы.
Образование дуги
Дуга образуется между электродом и материалам, который подлежит свариванию. Тепло, выделяемое во время описываемого процесса, плавит кромки двух соединяемых элементов, а вместе с ней и присадочный металл. Ручной метод требует от сварщика должной квалификации. Приходится работать сразу двумя руками, поскольку в одной находится держатель с электродом, а другой осуществляется подача проволоки.
Хороший мастер знает, как важно в процессе поддерживать короткую длину дуги, не допуская соприкосновения электрода с металлом. Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.

Формирование швов
Как только появляется дуга, начинается работа по созданию сварного шва. Держатель в этом случае потребуется переместить в центр зоны сварки, где размер окружности зависит от диаметра используемого электрода. Держатель наклоняют и держат под углом в 15 градусов. Из присадочного прутка металл подается вручную, когда это необходимо.
Нередко сварщик может использовать технологию быстрого чередования. Она характеризуется тем, что в момент создания соединения необходимо быстро продвигать держатель и добавлять присадочный металл. То есть, как только продвигается электрод, добавляется и металлический пруток. Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.
Если используется пруток из металла, обладающего низкой температурой плавления, к примеру, алюминий, то его следует держать дальше от дуги, но не выходя из зоны, где есть защитный газ. Если не соблюдать это условие, то проволока расплавится быстрее, чем вступит в контакт с обрабатываемой поверхностью. Когда шов планируется закончить, дугу постепенно уменьшают. В этом случае удается избежать появления трещин на краях шва. Красивое соединение всегда зависит от уровня опыта и мастерства сварщика.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.

Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.

Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Поджиг дуги
В процессе электродуговой сварки металлов используется тепловая энергия электрической дуги, возникающая при замыкании простейшей электрической цепи.
Дуга, в зависимости от типа источника тока, может обладать крутопадающими, пологопадающими или жесткими внешними вольтамперными характеристиками. Возникает она между торцом электрода и поверхностью свариваемого металла при пропускании через них электрического тока.
Возбуждение дуги возможно двумя способами.
В первом случае ее образование происходит при кратковременном касании электродом свариваемой поверхности и его резкого отрыва.
Во втором варианте – при «чиркающих» прикосновениях электрода с последующим отрывом от поверхности на определенное расстояние. Для равномерного стабильного горения дуги электрод всегда нужно держать на небольшом расстоянии от поверхности детали. Если этот промежуток увеличится, то дуга дестабилизируется и исчезнет, а если уменьшится – электрод прилипнет к свариваемому металлу.
На выбор этого расстояния – между электродом и деталью – влияет степень эластичности электрической дуги, а она, в свою очередь, зависит от настроек вольтамперных характеристик. Изменяя расстояние, можно регулировать силу тока, а значит, глубину провара металла, степень расплавления и т.д.
Сварочный процесс
Аппаратную основу для данного вида составляет источник тока (различный по внутреннему устройству) и два разнополярных кабеля для подведения тока непосредственно к месту сварки. Один кабель оканчивается зажимом клеммы (крепится на деталь), другой – держателем электрода (для удержания электрода на оптимальном от детали расстоянии).
Под тепловым воздействием дуги металл детали плавится и образуется сварочная ванна. Когда электрический ток перестает поступать через деталь, ванна остывает и кристаллизуется, образуя сварное соединение. Вместе с плавлением металла детали происходит расходование материала самого электрода. Его металл каплями переходит в сварную ванну (крупнокапельный и мелкокапельный перенос).
Первые электроды для сварки не имели покрытия и представляли собой обычную стальную проволоку без обмазки, поэтому переход электродного металла не вызывал существенных изменений в составе сварного шва. Так же отсутствовала газовая и шлаковая защита от вредного воздействия газообразных компонентов воздуха и как следствие появлялась пористость шва, трещины и т.д. Применение покрытых обмазкой электродов коренным образом поменяло эту ситуацию. Такие электроды представляют собой стальной пруток, имеющий сплошную обмазку, различную по своему химическому составу. При их использовании вместе с электродным металлом в сварочную ванну переходят и компоненты обмазки, меняя химический состав и свойства металла сварного шва. Также элементы обмазки, сгорая, образуют газообразные соединения, которые локальным облаком окутывают область электрической дуги и ограждают расплавленный металл сварочной ванны от пагубного воздействия атмосферных газов.
Не расплавившаяся и не превратившаяся в газ часть электродной обмазки образует шлаковую корочку на поверхностях сварной ванны и сварного шва, защищая их от компонентов воздуха в процессе кристаллизации и полного остывания.
Типы сварных швов
Классификация швов происходит по многим параметрам.
- По положению в пространстве все швы, полученные с помощью ручной электродуговой сварки, делятся следующим образом.
- Потолочные швы — самый сложный вид из всех, так как во время его выполнения образуется очень много шлака. При сварке концы электрода нужно время от времени ненадолго замыкать в сварочную ванну. Благодаря этим замыканиям размер сварочной ванны существенно сокращается, потому что часть расплавленного металла кристаллизуется.
- Вертикальные швы имеют два варианта исполнения: на спуск и подъем. Рекомендуется выбирать последний вариант: наваренный ранее материал уже частично закристаллизовался и дополнительно фиксируется расплавленным металлом, наваренным позже. Шов на подъем рекомендуется применять, если нужно варить непосредственно корень шва или кромки. Материал электрода, расплавляясь, будет попадать в сварочную ванну. Однако у этого способа есть минусы, и самый главный — шлак в виде чешуи, который возникает на поверхности шва. Шов на спуск выполнить намного легче, однако его основным недостатком являются трудности в получении качественного шва: расплавленный металл детали, а также образовавшийся шлак скапливаются под дугой. Это приводит к тому, что расплавленный металл просто вытекает.
- Горизонтальный шов выполнить труднее, чем вертикальный, из-за того что из сварочной ванны металл попадает на нижнюю кромку детали. Вот почему на верхней кромке может возникнуть подрез. Поэтому, если вам необходимо соединить две детали большой толщины, надо сделать скос только верхней кромки. Нижняя же требуется, чтобы расплавленный металл оставался в ванне.
- По протяженности швы бывают прерывистыми и непрерывными. Первые подходят для случаев, когда нет необходимости в высокой плотности сварного шва. Один участок такого шва может иметь протяженность до 150 мм, а шаг шва (расстояние между двумя соседними участками) обычно равняется полутора-двум длинам участка шва. Прерывистый шов используется довольно часто: его использование позволяет сократить время, затрачиваемое на выполнение работы, а также сократить количество наплавляемого металла.
- По выпуклости (количеству наплавленного металла) различают вогнутые, выпуклые и нормальные швы. На выпуклость шва влияет тип используемых электродов: оснастка с тонким покрытием образует выпуклый шов, а толстопокрытые электроды (из-за высокой текучести металла) используются для нормальных швов. Выпуклые швы не отличаются прочностью, особенно при влиянии высоких нагрузок или вибраций.
- По типу соединения различают угловые и стыковые швы. Первые целесообразно использовать, когда нужны соединения внахлест, тавровые, торцовые, угловые и т.д. Стыковые, как видно из названия, используются для соединения двух кромок деталей, расположенных торцами друг к другу. Предварительно их нужно хорошо очистить от посторонней грязи, которая может мешать продвижению электрода. Чаще всего кромки деталей для стыкового шва имеют V-образную форму, т. е. находятся под углом друг к другу. При этом шов можно накладывать в один слой или в несколько.
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Устройство и характеристики
Сварочный электрод представляет собой сердечник, выполненный в виде проволоки, покрытый обмазкой из специального состава.
В процессе работы плавится как внутренняя, так и внешняя часть, причем первая заполняет место стыка двух деталей, а вторая выделяет газ, предотвращающий проникновение кислорода в сварочную зону.

В дополнение электродное покрытие обладает такими свойствами, как защита шва от разрушительного воздействия кислорода, в частности, от окисления, дополнительно предотвращая рассеивание сварочной энергии.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Пример маркировки
Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
- Данные о диаметре электрода.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- 0 — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Классификация расходников
| по назначению | обозначение | |
| для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа | э38, э42, э42а, э46, э46а, э50, э50а, э55, э60 | у |
| для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа | э70, э85, э100, э125, э150 | л |
| для теплоустойчивых материалов, прошедших легирование | э09м, э09мх и др. | т |
| сваривание высоколегированных деталей с особыми свойствами | э12х13, э06х13м, э10х17т и др. | в |
| наплавка поверхностных покрытий с особенными характеристиками | э10г2, э11гз, э16г2хм и др. | н |
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
- Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода. Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
- Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
Сварочные электроды, виды и цена
Универсальной классификации сварочных стержней по причине огромного их разнообразия попросту не существует, тем более что никакими универсальными стандартами не регламентированы марки этих изделий.
Из-за этого разумно разделить их на виды по определенным критериям.
В зависимости от материала, из которого изготовлен стержень, все электроды можно отнести к неметаллическим, либо же металлическим.
Неметаллические варианты состоят исключительно из неплавящихся изделий, делятся на:
Плавящиеся и неплавящиеся
Плавящийся металлический стержень в составе сварочного электрода выполняет функцию материала, образующего шов, и изготавливается обычно из стального или медного прутка. В последнем случае их так и называют – медные электроды.
Неплавящиеся изделия для сварки производят на основе порошкообразных и твёрдых веществ (угля, вольфрама). Они предназначаются для повышения качества сцепления свариваемых частей. Соединение образуется без участия стержневого металла, а сам электрод используется как присадочная проволока (пруток).
Исходным веществом для производства таких электродов является особый вид угля (аморфный), изготавливаемый в виде удлинённых стержней овального сечения.
Такие угольные изделия используются с целью получения аккуратных и красивых сварных швов, а также для резки очень толстых металлических заготовок в воздушно-дуговом режиме.
Проверка на соответствие характеристик сварочных электродов действующим нормативам осуществляется специальной комиссией, по результатам работы которой составляется акт на проверку технологических параметров.
| Э-46 МР-3 |
ТУ 14-4-1853-2001 ГОСТ 9466-75 ГОСТ 9467 75 |
P | Электроды для сварки ответственных конструкций из углеродистой стали с временным сопротивлением разрыву до 490 Н/мм2 и содержанием углерода до 0,25 % |
450Н/мм2 | 18% | 79 Дж/см2 | Переменный или постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-46 МР-ЗМ |
ТУ 14-4 1863-2001 ГОСТ 9466-75 ГОСТ 9467-75 |
АР | Электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 490 Н/мм2 |
450 Н/мм2 | 18% | 78 Дж/см2 | Переменный или постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-50А УОНИ 13/55 |
ТУ 144 1856-2001 ГОСТ 9466-75 ГОСТ 9467 75 |
Б | Электроды для сварки особо ответственных конструкций из углеродистых и низколегированных сталей работающих при пониженных температурах, когда к металлу шва предъявляются повышенные требования по пластичности и ударной вязкости |
490 Н/мм2, Угол загиба сварного соединения 150 ° | 20% | 128 Дж/см2 | Постоянный обратной полярности |
Любое кроме вертикального сверху вниз |
| Э-42А УОНИ 13/45 |
ТУ 14-4 1855-2001 ГОСТ 9467-75 ГОСТ 9466-75 |
Б | Электроды для сварки особо ответственных конструкций из углеродистых и низколегированных сталей работающих при пониженных температурах, когда к металлу шва предъявляются повышенные требования по пластичности и ударной вязкости |
410 Н/мм2, Угол загиба сварного соединения 180 ° | 22% | 147 Дж/см2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-46 АНО-4 |
ТУ 14-178-427-2002 ГОСТ 9467-75 ГОСТ 9466-75 |
Р | Сварочные электроды для сварки конструкций из углеродистых марок сталей по ГОСТ 380 и ГОСТ 1050 во всех пространственных положениях, кроме способа «сверху-вниз» |
460 Н/мм2, Угол загиба сварного соединения 180 ° | 22% | 98 Дж/см2 | Переменный или постоянный любой полярности |
Любое, кроме вертикального сверху вниз |
| Э-46 АНО-4И |
ТУ 14-355-99 ГОСТ 9467-75 ГОСТ 9466-75 |
АР | Электроды для сварки конструкций из низкоуглеродистых марок сталей во всех пространственных положениях, кроме способа «сверху-вниз» |
450 Н/мм2, Угол загиба сварного соединения 180 ° | 22% | 80 Дж/см2 | Переменный или постоянный любой полярности |
Любое, кроме вертикального сверху вниз |
| Э-07Х20Н9 ОЗЛ-8 |
ТУ 14-4 1857-2001 ГОСТ 9466-75 ГОСТ 1 0052-75 |
Б | Электроды для сварки коррозионностойких хромоникелевых сталей (08X18Н10, 12Х18Н9, 08Х18Н10Т), когда не предъявляются жесткие требования стойкости межкристаллитной коррозии |
539 Н/мм2, Угол загиба сварного соединения 160 ° | 30% | 98 Дж/см2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-10Х25 Н13Г2 ОЗЛ-6 |
ТУ14-4-1866-2002 ГОСТ 9466-75 ГОа 10052-75 | Б | Электроды для сварки ответственного оборудования из литья проката жаростойких сталей 20Х23Н13 20Х23Н18, работающих в окислительных средах до 1000 °C, сварка хромистых сталей 15Х25Т и сталей 25Х 25Н202, сварка углеродистых и низколегированных сталей с высоколегированными аустенитными сталями |
539 Н/мм2 | 25% | 88 Дж/см2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-08Х19 Н10Г2Б ЦТ-15 |
ТУ14-4-1887-2002 ГОСТ 9466-75 ГОСТ 10052-75 | Б | Электроды для сварки ответственных узлов из высоколегированных жаропрочных и жаростойких аустенитных сталей Х18Н9Т-Л, Х20Н12Т-Л, Х16Н13Б, 12Х18Н9Т, 12Х18Н12Т, работающих в окислительных средах при570-650 °C, когда к металлу шва предъявляются требования стойкости против межкристаллитной коррозии |
539 Н/мм2 | 24% | 78 Дж/см2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-08Х20 Н9Г2Б ЦЛ-11 |
ТУ 1273-021- 00187240 ГОСТ 9466-75 ГОСТ 10052-75 |
Б | Электроды для ручной дуговой сварки изделий из коррозиенностойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жёсткие требования стойкости к межкристаллитной коррозии |
539 Н/мм2, Угол загиба сварного соединения 150 ° | 22% | 78 Дж/см2 | Сварка на постоянном токе обратной полярности |
Во всех пространственных положениях, кроме вертикального сверху вниз |
| ЭА-395/9 | ТУ 1273-023- 00187240 ГОСТ 9466-75 |
Б | Электроды для ручной дуговой сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в т.ч. сталей типа АК, а также для сварки улеродистых низколегированных сталей с аустенитными сталями |
608 Н/мм2 | 30% | 117 Дж/см 2 | Сварка на постоянном токе обратной полярности |
Во всех пространственных положениях, кроме вертикального сверху вниз |
Для точечной сварки
Особо надо отметить оборудование для точечной сварки, специфика которой состоит в необходимости сохранения формы в зоне контакта, а также в обеспечении требуемого показателя электропроводности.
Для этих целей используются сварочные аппараты без электродов, функцию которых выполняют специальные контактные наконечники из меди. Такие наконечники могут быть изготовлены самостоятельно, для чего допускается применять отработанные жало от паяльников большой мощности.
Для лучшего понимания отличий между теми или иными типами покрытых электродов сначала придётся ознакомиться с правилами их маркировки, регламентируемыми действующим ГОСТом.
Графитовые
Бывают обычные и омедненные, используются для соединения медных проводов.
Угольные
Необходимы для строжки, резки и прошивки отверстий.
Применяются по легированным, низколегированным и углеродистым сталям.
Вольфрамовые
Так называемые чистые (без добавлений, перечисленных ниже) электроды, необходимые для работы в среде аргона (метод сварки TIG). Температура плавления вольфрама составляет 3410°С, за счет чего этот металл является самым тугоплавким.
Торированные
Предыдущий вариант, но с добавлением тория-232 в количестве 1,7 – 2,2%. Обладает минимальным расходом, устойчив к коррозии и высоким температурам, отличается отличными рабочими показателями, из-за чего применяется в автоматизированном создании швов.
Лантанированные
С добавлением лантана. Отличаются отличным возбуждением высокостабильной дуги, низкой скоростью расплавления присадочной проволоки.
Иттрированные
Расходники повышенной стойкости за счет введения в вольфрам окиси иттрия (Y2O3).
Группа плавящихся металлических электродов содержит варианты без покрытия (представляют собой непрерывную проволоку) и изделия с покрытием.
Стальные
Изготавливаются из специальной сварочной проволоки толщиной от 0,3 до 12 мм, имеющей несколько марок.
Из них 5 марок – углеродистая, 23 – легированная, а 28 – высоколегированная стали.
Чугунные
Широкое распространение получили в промышленности, имеют намного меньше подвидов.
Руднокислые
Обладают довольно высокой скоростью плавления.
По сути, это универсальные электроды, причем одновременно и инверторные, и трансформаторные, то есть подходят для работы как на постоянном, так и на переменном токе.
Следует помнить, что при сварочных работах выделяется едкий дым, из-за содержания большого количества марганцевой руды, который оказывает негативное влияние на легкие сварщика.
Рутиловые
Производятся, соответственно из рутила, да еще и с двуокисью титана.
Эти дуговые электроды по своим характеристикам схожи с предыдущим вариантом, но меньше выделяют газ, не так интенсивно разбрызгивают материал и обеспечивают лучшее формирование.
Рутил-целюлозные (РЦ) варианты – хороший пример покрытия смешанного типа, обладающего свойствами одновременно двух представленных категорий.
Фтористо-кальциевые
Низководородистые покрытия, которые еще называют основными.
Стержни работают на постоянном обратном токе.
Яркий представитель – марка УОНИ, которую используют в случаях, когда требуется получить высококачественный шов.
Органические
Изготавливаются из различных органических материалов, вроде оксицеллюлозы.
Само целюлозное покрытие обеспечивает низкую чувствительность к состоянию поверхности и качеству сборки материала.
Такие расходники используют на постоянном и переменном токе, причем в любом доступном положении.
Отдельно следует упомянуть ильменитовые покрытия, которые занимают свое место где-то между кислыми и рутиловыми.
Такие электроды обеспечивают плавное и стабильное горение дуги, что дает возможность полностью контролировать рабочий процесс.
Необходимо уточнить, что многие марки электродов в тех же интернет-магазинах рассортированы по материалам, для работы с которыми они предназначены:
- По нержавейке (в зависимости от марки самой стали) – это электроды ОЗЛ-8, НЖ-13, ОЗЛ-6 и другие.
- По чугуну – это популярные ОЗЧ-2 и 4, ОК 92.18, ОЗЖН-1, МНЧ-2 и другие. Для правильного выбора марки необходимо знать вид чугуна: серый, высокопрочный или ковкий.
- По алюминию и сплавам – применяются в основном для работы в полевых условиях и частном производстве. Предварительно свариваемые алюминиевые детали требуют серьезной подготовки, в частности это очистка от загрязнений и обезжиривание. Для сварки применяют стрежни типа ОЗАНА, ОК, ОЗА, УАНА и ЭВЧ.
- Для сварки меди и ее сплавов используют стержни К-100, ЗТ, Комсомолец, ММ3-2, ОЗЧ-1 и другие.
- По углеродистым сталям – подбирают электроды, соответствующие конкретной марке свариваемого материала. Это стержни МР, АНО, УОНИ и ОЗС.
Учитывая огромное разнообразие видов и размеров сварочных электродов, а также тот факт, что этот расходник поставляется в упаковках с разным количеством, стоимость последних варьируется в широких пределах.
Для сварки пластика, следует отметить справедливости ради, изготавливают специальные электроды.
По сути, это присадочные пластиковые прутки или полоски (плоские электроды), которые применяют для ремонта распространенных видов термопластика, вроде полиамида, полибутилентерефталата, и, конечно, полипропилена с полиэтиленом.
Какое нужно покрытие
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву “А”. Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток – опасность появления горячих трещин на металле сварочного шва.
2. Электрические проводники с целлюлозным видом обмазки обозначаются буквой “Ц”. Особенность – высокое содержание органических веществ (массовая доля может достигать 50%): целлюлоза, органические смолы, ферроспалвы и т.д. При сгорании в дуге такого рода покрытия выделяют большое количество защитных газов и малое – шлака. Это гарантирует удобство сварочных работ в вертикальном положении. Недостатки: высокое содержание водорода при работе со сталью могут отрицательно сказываться на характеристиках наплавленного металла; значительно количество брызг.
3. Рутиловые электроды имеют в маркировке букву “Р”. Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность – простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
4. Основное покрытие электродов обозначается буквой “Б”, состоит из карбонатов магния и кальция. Проводники с данным типом обмазки предназначены для работы на постоянном токе, а также для соединения ответственных конструкций и трубопроводов. Наплавленный металл обладает повышенным уровнем пластичности, не отличается склонностью к окислению. Главное достоинство – слабая насыщенность такого типа покрытия водородом позволяет исключить ухудшение характеристик стали и других металлов. Основной недостаток – образование большого количества шлака.
Основное (маркировка Б)

Расходники с основным покрытием применяют для получения высококачественного шва, отличающегося значительной ударной вязкостью, прочностью, пластичностью. Шов устойчив к образованию кристаллизационных трещин и естественному старению. Эту продукцию применяют при изготовлении ответственных конструкций, которые приходится эксплуатировать в условиях сурового климата.
Преимущества:
- хорошие механические характеристики и высокая химическая чистота шва;
- минимум водорода в навариваемом металле.
Есть и минусы:
- иногда в сварном шве образуются поры. Это может быть при увлажнении покрытия. Поры образуются и при наличии по краям соединяемых деталей окалины, ржавчины или масляных следов;
- сложности с хранением;
- отделение шлака очень трудоемкое;
- короткая и нестабильная дуга.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний. Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21. В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Целлюлозное

Изделия с обмазкой, выполненной из целлюлозы, маркируют буквой Ц. Их отличает стабильное горение дуги при постоянном токе. Такие расходные материалы применяют при сварке магистральных труб из низкоуглеродистых сортов стали.
Преимущества:
- качественный провар;
- минимум шлака.
Данная категория не рекомендуется для работы со сплавами с большим содержанием углерода. Еще один недостаток — раскаленные металлические брызги во время работы. При использовании с переменным током требуется дополнительное оборудование.
В зависимости от соотношения между двумя диаметрами: общим и внутренней части изделия, электроды разделяют на 4 категории:
- тонкие (маркировка М). Соотношение от 1,2;
- средние (С) — от 1,45;
- толстые (Д) — до 1,8;
- особо толстые (Г) от 1,8.
Толщина покрытия для качественной продукции колеблется в пределах 0,5-2,5 мм. По массе это составляет 20-40% от одноименного параметра внутреннего стержня.
Критерии выбора сварочных электродов
Прежде чем начать перечислять «электроды для новичков», следует разобраться, а по каким вообще критериям происходит выбор электродных стержней?
Во многом выбор зависит от марки свариваемой стали, от толщины изделия. Немалое внимание оказывает на выбор электродов и массивность конструкции. Для сварки объёмных изделий используются электроды большого диаметра с основным покрытием.
Немаловажен и род сварочного тока, а также полярность. Электроды могут быть плавящегося и неплавящегося типа. Для обучения рекомендуется использовать плавящиеся электроды с рутиловым покрытием.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
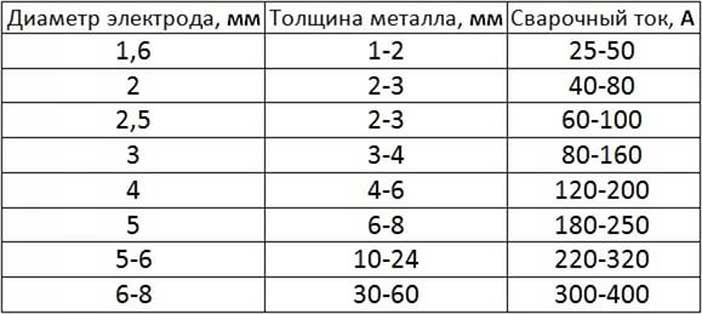
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора . Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью .
- Для работы с алюминиевыми и меднымисплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Какими электродами лучше варить: выбираем по видам металлических изделий
Для новичков
Чаще всего вопрос про то, какие лучше, какие хуже задают новички, поэтому начнем с того, какие хорошие электроды для новичков. Как уже было указано ранее, предпочтительным вариантом электродов для новичков являются стержни с рутиловым покрытием. Это обусловлено тем фактом, что данный тип проводников характеризуются легкостью использования.
Наиболее популярные марки с рутиловым покрытием:
- АНО-4.
- МР-3.
- ОК 46.00 (на картинке).
- UTP 65D.
Забор

Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Для бытовой сварки
Бытовая сварка характеризуется невысоким уровнем сложности, а также отсутствием особых требований к надежности и качеству сварного шва. При этом ожидается легкость в работе. Поэтому отдельно рассмотрим хорошие электроды для бытовой сварки.
К бытовому свариванию можно отнести работы по изготовлению мелких конструкций (например, сварка оградительных систем(заборов) , каркасов теплиц и другое), выполнение небольших работ в гараже или на стройке частного дома.
Электроды АНО (на картинке справа) чаще всего выбирают для проведения сварки в домашних условиях. Данная марка подходит для работы практически со всеми видами сварочных инверторов. Поэтому и получила большое распространение среди начинающих и домашних мастеров.
Проводники марки МР-3 отличаются универсальностью и неприхотливостью. Данные расходники позволяют сваривать даже влажные, ржавые и плохо очищенные поверхности.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Для труб
При выборе расходников для сваривания труб главным критерием служит толщина изделия. Чем более толстостенную трубу придется варить, тем больше должен быть диаметр электрода.

Существует четыре вида соединений, которые используются при сварке труб:
- встык;
- внахлёст;
- втавр;
- в угол.
Тип соединения также влияет на выбор марки электрода.
Кроме этого, следует помнить, что классификация труб достаточно обширна, поэтому выбрать лучшие электроды для труб – это вопрос некорректно поставленный. Для работы с ответственными трубопроводами следует применять электроды, рассчитанные на сложные сварочные процессы. К расходникам для сваривания бытовых труб (например, водопровод) не предъявляются повышенные требования по прочности и надежности.
Востребованные марки сварочных материалов для сваривания труб:
- ЗИО-20.
- ТМЛ-1У.
- УОНИ-13/55.
- ЦУ-5.
Полный перечень представлен в разделе “Электроды для сварки труб”.
Следует отметить, что наибольшей популярностью у профессиональных сварщиков пользуются электроды LB-52U. Данная марка отлично подходит для сваривания ответственных резервуаров; газопроводов, внутри которых поддерживается высокое давление.
Для сварки нержавейки

Сварочный электрод ЭА-400/10Т.
Теперь, какие электроды лучше для сварки нержавейки. Многие домашние мастера часто интересуются вопросом: можно ли варить нержавеющую сталь обычными электродами? Проводить соединение нержавейки таким типом расходников можно, однако это не совсем профессионально и сварочные швы в скором времени могут покрыться ржавчиной.
Перечень наиболее востребованных марок электродов для сварки нержавеющей стали:
- НЖ-13.
- ОЗЛ-8.
- ЦЛ-11.
- ЦТ-15.
- ЭА-400/10Т.
- ОК 63.30.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Для сварки чугуна

Электроды ОЗЖН-1
Какие хорошие электроды для сварки чугуна можно было бы порекомендовать? Чугун является одним из самых популярных материалов, используемым в разнообразных сферах и областях. Существует несколько видов чугуна: ковкий, серый, высокопрочный и т.д.
Как правило, практически все, перечисленные ниже электроды подойдут для чугуна, но не любого вида (электрод должен соответствовать марке металла, но это уже тема отдельного разговора) :
- МНЧ-2.
- ОЗЖН-1.
- ОЗЧ-2.
- ЦЧ-4.
- ОК 92.18.
Весь перечень электродов, предназначенных для сварки чугуна, представлены в разделе “Электроды для сварки и наплавки чугуна”.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.

Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура

Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Выбираем комплектующие для резки
Их главные характеристики:
- высокая окисляемость;
- покрытие должно выдерживать высокие температуры;
- высокая тепловая мощность дуги.
Поэтому лучше отдавать предпочтение сериям, предназначенным специально для этого процесса. Иначе может потечь из-за высокой температуры и помешать выполнить заказ качественно. Кроме того, удвоится расход электроэнергии. Вместо традиционных металлических прутков берите графитовые и трубчатые.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Толщина покрытия
Она имеет свое обозначение в маркировке инструмента. Определяется коэффициентом ее отношения D (мм) к толщине самого стержня d (мм). Распределяется на 4 группы:
- тонкое «М» (коэффициент до 1,2);
- среднее «С» (коэффициент имеет значения в пределах от 1,2 до 1,45);
- толстое «Д» (коэффициент – в пределах 1,45-1,8);
- особо толстое «Г» (значение коэффициента свыше 1,8).
На результаты работ влияют не только виды покрытий электродов ручной дуговой сварки, но и толщина самого покрывающего слоя, а также размеры стержня. Правильный подбор размера электрода обеспечивает хорошую скорость работ, качественные параметры дуги и формируемого соединения.
Таблица 1: Рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых деталей (сварочный трансформатор)
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2 |
1,2;
1,5; 1,8; 2,0 |
2,0;
2,5; 3,0 |
3,0…4,0 | 4,0…5,0 | 5,0…6,0 |
Чтобы происходило образование дуги, необходимо подавать определенное количество тока. Только тогда происходит местный разогрев, а затем и перенос металла в зоне разогрева и плавления деталей и электрода.
С увеличением диаметра стержня требуется большая плотность потока энергии, направляемой на дугу. Поэтому сварщики подбирают силу тока, ориентируясь на размеры электродов.
Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
| Диаметр используемого электрода, мм | 0,6 | 0,8 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Сила тока, А | 8…16 | 12…20 | 18…36 | 20…40 | 24…45 | 38…65 | 58…85 | 65…120 | 95…165 | 140…205 | 195…320 |
Следует заметить, что все указанные рекомендации соответствуют для обычных трансформаторов. Когда же речь заходит об инверторах, то тут можно увидеть иные показатели.
Таблица 3: Рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых деталей (сварочный трансформатор)
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2; 1,5; 1,8 |
1,2;
1,5; 1,8; 2,0; 2,5; 3,0 |
2,0;
2,5; 3,0; 4,0; 5,0 |
3,0;
4,0; 5,0 |
3,0;
4,0; 5,0; 6,0 |
5,0;
6,0 |
Внимание! Можно выполнять сварку более толстым электродом. Стабильная дуга зажигается в течение 0,1…0,2 с. За это время происходит прогрев свариваемых деталей, определенное количество металла переходит с электрода на детали, которые следует соединить между собой.
Опытные сварщики удерживают дугу в режиме разогрева и затухания. Поэтому тонкие детали могут варить электродами, диаметр которых превосходит традиционные рекомендации.
Сила тока подбирается в тех же значениях, что и раньше. Понижать их не следует, электрод будет «прилипать» к металлу. Специалисты обычно выставляют ток по верхнему пределу. Они умеют управлять дугой. Находясь рядом с ними, можно услышать, как идет сварка. Звук напоминает трель, издаваемую дятлом. Так и тут, прерывистый режим помогает избежать прожига тонких заготовок.
Новичку следует тренироваться удерживать электрод на расстоянии 8…12 мм от места сварки. Задача усложняется еще и тем, что длина стержня по мере работы уменьшается.
Выбор маски для сварки
Рассуждая о современном процессе, нельзя не коснуться защитной маски. Еще недавно большинство пользовались масками, в которых устанавливалось затемненное стекло. Руки сварщика оказывались в нужном месте до зажигания дуги. Только определенный опыт помогал точно ориентировать положение сварного стержня и деталей.
Появление масок «хамелеонов» полностью изменило подход к процессу. Теперь до момента воспламенения дуги можно наблюдать, где стык, которые требуется заварить. Нетрудно точно поместить кончик электрода в нужное место, чиркнуть по поверхности и зажечь искру. В момент увеличения интенсивности свечения, стекло автоматически затемняется. Глаза сварщика защищены от ожога.
На современных масках можно отрегулировать длительность «слепого» состояния, промежуток времени, когда стекло остается темным, а процесс сварки завершен. Специальными регуляторами добиваются оптимального режима.
В масках «Хамелеонах» используется аккумулятор. Он заряжается от солнечного света. Дополнительный заряд происходит во время выполнения сварочных работ. Желательно перед началом использования маски дать ей возможность полежать под солнце не менее 10…15 минут. Тогда аккумулятор подзарядится, работа будет безопаснее.
Требования к инструментам, установленные ГОСТ 9466-75
- Электроды должны быть изготовлены из качественного материала.
- Покрытие должно быть цельным, не иметь значительных дефектов (допускается существование мелких вмятин и трещин без вздутий и пористости).
- Высокая механическая стойкость к случайным ударным нагрузкам.
- Разные виды покрытия электродов должны равномерно оплавляться, не осыпаться, не образовывать неровных островков, не разбрызгиваться свыше допустимых характеристик.
- Стержень должен обеспечивать образование качественного шва: без трещин, пор, местного избытка наплавленного металла.
- Рациональный выбор в соответствии с учетом всех необходимых параметров и соблюдения технологии – залог формирования надежного прочного соединения.
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Лучшие электроды с рутиловым покрытием
ESAB-SVEL ОК 46.00
Рутилово-целлюлозные электроды, производящиеся в России под контролем шведского концерна ESAB. Электроды этой марки можно уверенно назвать одними из лучших в своей ценовой категории – они легко горят даже при частичном отсыревании, могут работать в любом направлении шва на постоянном и переменном токе, причем минимальный порог тока, необходимого для уверенного горения, у них заметно ниже в сравнении с другими распространенными типами рутиловых электродов. Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих.
Эти электроды мало чувствительны к загрязнению поверхности и позволяют сваривать даже сильно пораженный коррозией металл без тщательной предварительной зачистки. Образующийся в сварочной ванне шлак легко отделяется, остывший шов имеет отличные прочностные характеристики и вязкость. Даже сильно отсыревший электрод не требует особых мер по его «реанимации» — прокалка может вестись при температуре всего 70-90 градусов.
Основные плюсы:
- Отличное сочетание цены и качества
- Легкость работы по ржавому металлу, с тонкостенными деталями на минимальном токе.
Минусы:
- Хотя шов и прочен, в ответственных случаях предпочтительнее основные электроды.
Lincoln Electric Omnia 46
Американская фирма Lincoln Electric специализируется на сварке уже более ста лет, а первый созданный ей электрод с обмазкой был выпущен на рынок еще в 1927 году. Опыт в разработках не прошел даром: сравнительно недавно выпущенные на рынок электроды с рутилово-целлюлозной обмазкой Omnia 46 заслужили и признание сварщиков, и достойное место в рейтинге лучших сварочных электродов от «Эксперта цен».
Учитывая доступную цену, они станут прекрасным выборов для новичков, так как легко разгораются даже на бюджетных инверторах без функций облегчения розжига. Длина дуги не требует четкого контроля, так как электроды мало чувствительны к ее изменению в разумных пределах. При горении Omnia 46 образуется сравнительно малое количество разлетающихся искр – а это не только удобство в работе, но и пожарная безопасность. Легкое отделение шлака позволяет работать ими по ржавой и загрязненной поверхности. Образующийся шов отличает высокая прочность, сравнимая с многими электродами, имеющими основную обмазку, что позволяет применять Omnia 46 при сварке работающих под давлением трубопроводов.
Основные плюсы:
- Высокая прочность шва.
- Легкий розжиг и ведение дуги.
Минусы:
- Средняя стойкость к отсыреванию, компенсирующаяся возможностью прокалки при самых низких температурах.
ОЗС-12 (СпецЭлектрод, Москва)
Достаточно качественные электроды, имеющие сертификацию НАКС для применения при сварке низкоуглеродистых сталей на ответственных и опасных объектах. Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков.
Однако все эти качества требуют соблюдения двух правил. Во-первых, обмазка электродов ОЗС-12 – одна из наиболее чувствительных к отсыреванию, что для рутиловых электродов нетипично. Перед каждым применением электроды требуют тщательного прокаливания при температуре около 150 градусов в течение часа, что делает их не самым удобным вариантом для сварки: в конце концов, точно так же придется прокаливать и основные электроды, но они обеспечат более прочный шов. Во-вторых, зона сварки требует зачистки – крупные включения загрязнений из ванны удаляются плохо, снижая качество шва.
Основные плюсы:
- При правильном использовании обеспечивают прочный и красивый шов без особых требований к мастерству сварщика.
- Доступная цена.
Минусы:
- Высокая чувствительность к влаге.

Wester МР-3
К основным особенностям электродов Wester стоит отнести тонкое покрытие и легкость повторного зажигания дуги. Это обеспечивает эффективную обработку тонколистового металла при необходимости частых остановок или длительных перерывов.
Диаметр электрода — 3 мм, расход на 1 кг наплавленного металла составляет 1,7 килограмма. Благодаря допустимому содержанию влаги в обрабатываемом материале 1,5% такими стержнями можно производить сварку увлажненных и окисленных поверхностей.
Достоинства:
- легкое удаление шлака;
- аккуратный шов;
- простота повторного зажигания;
- минимальное разбрызгивание металла.
Недостатки:
- требует длительного прокаливания.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.

Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
Inforce МР-3 11-05-01 (450 x 5 мм; 5 кг)

Сбалансированные механические показатели
Страна: Россия
Средняя цена: 826 руб.
Рутиловый электрод, используемый для сваривания ответственных конструкций методом ручной дуговой сварки. Обладает довольно высокими параметрами прочности (450 МПа сопротивления разрыву) при жёстком соблюдении сварочных режимов, а также величиной ударной вязкости (80 Дж/см2) и относительным удлинением (20%). Поддерживает сварку на постоянном и переменном токе, но в последнем случае требует применения источников питания с напряжением холостого хода.
С точки зрения рациональных затрат использовать такие электроды можно, даже несмотря на большие потери на разбрызгивание и угар. По данным производителей, на один килограмм наплавленного металла вырабатывается в среднем до 1,7 килограмма электродов. Такая статистика не может радовать перфекционистов, однако спешим вас обрадовать: величину потерь можно сократить за счёт личного профессионализма.
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.

Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.

Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
- обязательная прокалка.
ELITECH МР-3С (350 x 3 мм; 5 кг)

Оптимальное сочетание цены и качества наплавленного слоя
Страна: Россия
Средняя цена: 699 руб.
Рутиловый электрод для ручной дуговой сварки, предназначенный для получения неразъёмных соединений металлов толщиной от 3 до 20 миллиметров. Хорошо варит углеродистые и низколегированные стали, образовывая надёжный сварной шов с временным сопротивлением в районе 440 МПа.
По словам потребителей, ELITECH МР-3С очень привередливы к условиям хранения: небольшие отклонения по влажности или температуре помещения могут вызвать порчу покрытия. В остальном ничего нового в класс данные электроды не привносят: варить можно в любом пространственном положении, на переменном и постоянном токе. Основное же преимущество образца касается параметра стоимости: за относительно небольшие деньги потребитель получает добротный расходный материал, использование которого характеризуется небольшими потерями на угар и разбрызгивание.
СВЭЛ МР-3C
Эти стержни отличаются эффективностью сварки на короткой и средней сварочной дуге. Они рекомендуются для использования в интенсивном режиме благодаря стабильности горения и работе как с постоянным, так и с переменным током.
Диаметр стержня составляет 3 мм, что позволяет варить с его помощью металлы толщиной около 4 миллиметров. Обработка поверхности осуществляется практически в любом пространственном положении.
Достоинства:
- глубокое проплавление;
- работа в любом положении;
- низкая цена;
- экономичный расход.
Недостатки:
- разбрызгивание шлака.
Quattro Elementi 770-414
Электроды отличаются мощным и стабильным горением сварочной дуги благодаря использованию вольфрамового стержня. Применение их при обработке металла, покрытого окалиной или ржавчиной, препятствует образованию пор и микротрещин в швах.
Диаметр элемента — 2 мм, температура обработки — 170-190°C. Качественное покрытие и тугоплавкий стержень гарантируют минимальную потерю металла при работе и устойчивость к низкому сварочному току.
Достоинства:
- прочный шов;
- гладкость соединения;
- стабильное горение дуги;
- легкий поджиг.
Недостатки:
- быстрый расход.
Ресанта МР-3
Рутиловые электроды типа МР-3 можно назвать одними из самых распространенных, но это одновременно является их главным минусом: продукция различных заводов значительно различается по качеству, и часто оно оказывается весьма посредственным – отсюда и определенное недоверие, которое испытывают сварщики к этой марке.
Произведенные под брендом «Ресанта» электроды можно назвать удачными (особенно в сравнении с электродами ЛЭЗ того же типа). Сохранив все плюсы серии (легкость розжига и ведения дуги в любом направлении, возможность работы по ржавчине), они не имеют вместе с этим и распространенных дефектов – склонности к образованию шлаковых язв и пор, перекристаллизации при повышенном содержании углерода в свариваемых деталях (хотя для высокоуглеродистой стали по-прежнему подходят слабо). Чувствительность к отсыреванию у них выражена несколько больше, чем это привычно для МР-3, и режим прокалки также жестче: не менее часа при 150-170 градусах.
Основные плюсы:
- Легкий розжиг, низкие требования к контролю длины дуги.
- Возможность работы на постоянном и переменном токе.
- Качественное отделение шлака.
Минусы:
- Значительное ухудшение качества шва при отсыревании.
Лучшие электроды с основным покрытием
Kobelco LB-52U
Эти электроды производятся в Японии дочерним предприятием одного из крупнейших металлургических концернов этой страны – Kobe Steel, Ltd. Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2.
Естественно, примененное основное покрытие обусловило и ряд специфичных особенностей использования электродов – перед применением обязательна прокалка при температуре до 300 градусов для удаления влаги, в противном случае и горение электрода, и качество шва ощутимо ухудшаются. Также будет ощутима и разница швов, сваренных на постоянном и переменном токе.
Основные плюсы:
- Прочный и вязкий шов высокой чистоты.
- Легкое ведение шва в любом направлении.
Минусы:
- Высокая чувствительность к отсыреванию.
ESAB УОНИИ 13/55
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
- залипание при высоком показателе тока.
PlasmaTec Monolith ЦЧ-4
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
- не предназначены для вертикальной сварки.
QUATTRO ELEMENTI 771-374 (350 х 2,5 мм; 0.9 кг)

Лучшая совокупность механических характеристик электродного металла
Страна: Италия
Средняя цена: 890 руб.
Прямой аналог электродов марки ОЗЛ-8, попавший в рейтинг благодаря оптимальным механическим показателям шва после наплавки. При соблюдении предписанной технологии на всём протяжении дуговой сварки обеспечивает до 41% относительного удлинения, 400 МПа предела текучести и до 160 Дж/см2 ударной вязкости, замеренной при температурных показателях в районе -20 градусов Цельсия. Применяется преимущественно для сварки коррозионностойких сталей во всех пространственных позициях.
Обеспечивая более высокие механические свойства, QUATTRO ELEMENTI 771-374 не решает проблему затраты средств. С технической точки зрения использование этих электродов оправдано лишь в случае сварки ответственных конструкций, о чём неустанно говорят сотни пользователей. В остальных случаях куда сподручнее закупиться более дешёвыми ОЗЛ-ками, оставив данного претендента до лучших времён.
«КЕДР» E 308L-16/ОЗЛ-8 (350 х 3,2 мм; 2 кг)

Лучшие электроды с основным покрытием для сваривания высоколегированных сталей
Страна: Россия
Средняя цена: 1 160 руб.
Основной электрод, предназначенный для сварки тяжелонагруженных деталей и изделий из высоколегированных сплавов, отличающихся высокой степенью устойчивости к появлению коррозии. По устоявшейся традиции (и в отличие от электродов FILARC от ESAB) используются при работе на постоянном токе обратной полярности, что, в общем-то, не является сюрпризом для опытных пользователей.
В подавляющем большинстве случаев «КЕДР» E 308L-16/ОЗЛ-8 характеризуют как очень удобные электроды для сварки конструкций в любых пространственных положениях (кроме ведения сверху вниз при вертикальном расположении шва). Они в меру дороги, очень качественны и крайне редко подвергаются фальсификации. Правда, волею особенностей столь ответственного дела, и они не смогли избежать одного мелкого нюанса: перед применением требуется прокалка с выдержкой температуры в районе 300-350 градусов Цельсия в течение 60 минут.
ОЗЛ-8
Марка электродов российского производства, применяющихся для нержавеющей стали, а также материалов, состав которых отличается высоким содержанием хрома и никеля. Изделие подходит только для работы при постоянном токе обратной полярности, при этом длина дуги должна быть короткой. Шов получается прочным, не боящимся коррозии. Средняя цена составляет – 530 руб.
Достоинства:
- отсутствие трещин в шве;
- легкое отделение шлака;
- идеально для работы с нержавеющей сталью.
Недостатки:
- ухудшение характеристик при отсыревании.
ЭА-400/10У
Электроды российского производства, предназначенные для сварки ответственных соединений из нержавеющей, коррозионностойкой стали, а также изделий испытывающих на себе воздействие агрессивных сред (температурой до +360 градусов). Могут применяться при любом положении и направлении. Средняя цена 900 руб.

Достоинства:
- удобное зажигание;
- стабильное горение дуги;
- качество соответствует цене.
Недостатки:
- необходимость бережного хранения от сырости;
- обязательна прокалка.
Lincoln Electric УОНИ 13/55
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
- требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
ОЗЛ-8 (ЛЭЗ)
Электроды предназначены для сварки сталей с высоким содержанием хрома и никеля, в первую очередь – нержавеющих. Допускается использование только на постоянном токе обратной полярности, короткой дугой.
При соблюдении этих условий сварщик может положить прочный шов с минимальной склонностью к коррозии и подкалке, что дает возможность применения электродов ОЗЛ-8 при сварке высоконагруженных узлов, в том числе и работающих в условиях знакопеременных нагрузок. После сварки образуется небольшое количество шлака, который легко отделяется. Шов не растрескивается при остывании, однако следует избегать его резкого охлаждения для исключения вероятности кристаллизации, значительно снижающей прочность.
Перед применением обязательна прокалка обмазки при высокой температуре (до 300 градусов).
Основные плюсы:
- Достаточно доступная (для своего класса) цена.
- Легкость ведения шва.
Минусы:
- Значительное ухудшение характеристик при увлажнении.
УОНИ 13/55
Одни из самых часто используемых при сварке ответственных деталей из углеродистой сталей электроды с основным покрытием. Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва.
Увы, именно эта обмазка одновременно является и минусом электродов УОНИ: их трудно разжечь (начинающему сварщику это зачастую удается только после длительных попыток), повторный розжиг даже после небольшого перерыва уже требует зачистки конца электрода: расплав обмазки моментально «схватывается» на кончике, изолируя металл. Однако, набравшись опыта, сварщик начинает понимать все достоинства электродов данного типа, получая прочные и одновременно эстетичные швы.
Основные плюсы:
- Высокая прочность шва, устойчивость к циклическим нагрузкам разной направленности.
- Надежное удаление шлака из сварочной ванны.
Минусы:
- Трудный розжиг.
- Ведение шва требует привыкания к особенностям именно этого типа электродов.

Лучшие сварочные электроды с кислым покрытием
В составе подобных стержней присутствуют оксиды железа, кремния, марганца. Они применяются для сварки неответственных конструкций или низколегированных сталей как постоянным, так и переменным током.
Получаемые швы не склонны к образованию пор, однако могут быть подвержены возникновению горячих трещин.
Tigarbo АНО-24
Отличаются легкостью поджигания дуги и стабильным горением. Перед работой требуется провести процедуру прокаливания при температуре до 180 °С в течение часа. Это позволит добиться максимальной эффективности применения стержней для сварки углеродистых сталей всех степеней раскисления.
Диаметр электрода составляет 4 мм, допустимое значение сварочного тока — 200 А. Этого достаточно для обработки металла толщиной до 8 миллиметров.
Максимальное содержание влаги в покрытии стержней перед работой не должно превышать 0,7%, поэтому они требуют особых условий хранения и транспортировки.
Достоинства:
- малое разбрызгивание;
- качественный шов;
- стабильность горения дуги;
- экономичный расход.
Недостатки:
- боятся сырости.
Tigarbo АНО-24 используются для сварки деталей из углеродистой стали малой и средней толщины. Отличное решение для нерегулярных домашних работ.
Fubag 38821
Электрод выполнен из угля и может использоваться не только для сварки, но и для поверхностной резки или удаления излишков металла с поверхности. Стержень отличается большим диаметром (10 мм), позволяющим успешно работать с различными металлами.
Длина новых электродов составляет 30 сантиметров, они не плавятся при использовании и предназначены для работы на постоянном токе.
Выгорание массы вещества происходит крайне медленно, к тому же элементы не прилипают к поверхности во время сварки.
Достоинства:
- широкий спектр применения;
- экономичность;
- большой диаметр;
- низкая цена.
Недостатки:
- неустойчивость дуги.
Fubag 38821 используются для обработки цветных металлов, стали, тяжелых и легких сплавов. Они будут полезны в автосервисе, СТО или в мастерской, занимающейся металлообработкой.
ESAB ОК 61.20 (30 x 2,5 мм; 4,2 кг)
Оптимальные параметры стоимости
Страна: Швеция
Средняя цена: 6 097 руб.
Особый «сорт» кислых электродов, предназначенных для сварки строго тонкостенных изделий (толщина стенки которых варьируется около 2 миллиметров) из хромоникелевых сталей типа 03Х18Н10, обладающих высокой устойчивостью к коррозии. Кроме стандартного назначения, детали, сваренные такими электродами, можно использовать при температурах до 400 градусов Цельсия, что значительно расширяет горизонт их применимости.
Помимо применимости, ESAB ОК 61.20 интересны и с сугубо практичной стороны. Они способны работать в широких диапазонах напряжения (от 28 до 85 В), как при сварке инвертором, так и на постоянном токе. Кроме того, отзывы пользователей указывают на низкий расход электродов (1,24 килограмма) для наплавки одного килограмма металла. Да, по стоимости данные образцы значительно превосходят оппонентов другого рода. Однако ввиду ограниченности применения и высокого качества работы, цена на них не кажется столь серьёзной.
ESAB ОК 67.71 (350 x 3,2 мм; 4,8 кг)

Широкие границы применимости. Высокое качество сварных швов
Страна: Швеция
Средняя цена: 8 764 руб.
Ещё один представитель компании ESAB в данной категории имеет несколько более размытые границы применимости, что и является его «визитной карточкой». ОК 67.71 – это кисло-рутиловые электроды повышенной производительности, предназначенные для сварки разнородных сталей с удовлетворительными показателями механической прочности. Чаще всего такие расходники применяются при соединении нержавейки с низколегированными сталями, содержащими никель, вольфрам, молибден или кобальт.
ESAB ОК 67.71 варится при строгом соблюдении режимов сварочного тока (34 А) и вариативных величинах напряжения (80-130 В). По словам потребителей, наибольший плюс данных расходников заключается в экономичности. При стандартном процессе варки шва на килограмм наплавленного металла потребуется всего 1,22 килограмма электродов. К слову, их стоимость также можно назвать высокой, но границы применимости обуславливают её с лихвой.
Elitech МР-3С
С этими электродами можно вести сварку во всех пространственных положениях с использованием как постоянного, так и переменного тока. Легкость начального и повторного зажигания дуги обеспечивает удобство работы с прерывистыми швами.
Диаметр стержня составляет 3 мм, длина — 35 сантиметров. Максимальное допустимое значение сварочного тока 140 А позволяет применять его в повседневных домашних работах или при обработке тонколистового металла.
Достоинства:
- удобство работы;
- легкость повторного зажигания;
- стабильное горение дуги;
- экономичный расход.
Недостатки:
- трудное отделение шлака.
Лучшие сварочные электроды с целлюлозным покрытием
Особенностью таких стержней является наличие большого количества органических элементов в составе.
При использовании электродов с целлюлозным покрытием достигается высокая скорость проведения работ, легкое отделение шлака, создается газовая защита материала.
Применяются они для сварки магистральных трубопроводов, обработки углеродистых и низколегированных сталей.
ESAB Pipeweld 6010 Plus
К основным достоинствам этих стержней следует отнести удобство контроля сварочной дуги и большую глубину проплавления. Качество шва не зависит от выбранного пространственного положения, поэтому работать со стержнями крайне удобно.
Линейка электродов представлена образцами различного диаметра: 2.5, 3.2, 4 и 5 мм. Это позволяет успешно обрабатывать металл толщиной более 10 миллиметров. Стержни не требуют прокалки перед началом работы.
Достоинства:
- стабильное горение;
- легкое отделение шлака;
- гладкий шов;
- экономичный расход.
Недостатки:
- не любят сырости.
Кратон J422
Электроды отличаются высоким качеством производимого сварочного шва. Они обладают низкой склонностью к образованию пор и трещин, а также высокой прочностью — 420 MПa. Качественное покрытие не подвержено осыпанию даже при деформации.
Покупателю доступны стержни различного диаметра, в том числе 2.5, 3.2 и 4 мм. Это позволяет обрабатывать металл толщиной от 2 до 6 миллиметров. Работу можно вести в любом пространственном положении и при различных температурных условиях.
Достоинства:
- легкость отделения шлака;
- малые потери металла;
- качественный шов;
- низкая цена.
Недостатки:
- сложность вторичного зажигания.
«СпецЭлектрод» МР-3С (450 x 4 мм; 5 кг)

Высокие кондиции сваривания без предварительной подготовки металла
Страна: Россия
Средняя цена: 939 руб.
Один из немногих представителей целлюлозных электродов, допускающих сварку по неподготовленной низколегированной или углеродистой стали (со следами влаги, небольших загрязнений и окислов), предел сопротивления которой составляет 450 МПа. Эффективно варит в любом пространственном положении и при питании током любой полярности (как переменным от инвертора, так и постоянным). Обеспечивает довольно высокое значение ударной вязкости (130 Дж/см2), а также относительного удлинения (25%). Тем прозаичнее на фоне этого выглядит величина предела текучести, составляющая 390 МПа. В принципе, для работы шва этого достаточно, но в сравнении с конкурентами – маловато. Главным же достоинством «СпецЭлектрод» МР-3С, по мнению пользователей, является пресловутый уровень стоимости, выгодно сочетающийся с качеством сварного шва.
«Монолит» РЦ АНО-36 (4 мм; 5 кг)
Лучшая цена
Страна: Украина
Средняя цена: 810 руб.
«Монолит» РЦ АНО-36 не является сугубо целлюлозным (покрытие дополняется рутиловыми компонентами), в связи с чем применяется как для соединения простых конструкций, так и для сварки ответственных изделий. Данные электроды обеспечивают глубокий провар металлов толщиной от 3 до 20 миллиметров, образуя гладкий, не подверженный дефектам шов. Могут свободно гнуться без повреждения обсыпки, благодаря чему их можно подводить даже к труднодоступным местам.
Как отмечают профессиональные сварщики, «Монолит» РЦ АНО-36 является очень «удобной» маркой электродов, поскольку не требуют предварительной прокалки и особой подготовки стыков к сварке. Да и в случае намокания они проявляют себя предельно здоров: всё, что требуется от пользователя – прогревать электроды не менее получаса при постоянной температуре в диапазоне 100-120 градусов Цельсия.
Bohler AWS E6013
Электроды Bohler используются для сварки монтажных или прихваточных швов. Легкое зажигание дуги повышает эффективность работы и способствует экономичному расходу электродов при осуществлении частых остановок.
В продаже присутствуют стержни диаметром 2.5, 3.25, 4 и 5 миллиметров. Максимальное допустимое значение силы сварочного тока составляет 240 А. Это гарантирует качественную обработку металлов толщиной до 20 мм.
Достоинства:
- прочный шов;
- экономичный расход;
- легкость повторного зажигания;
- широкий спектр применения.
Недостатки:
- требуют длительного прокаливания.
Лучшие сварочные электроды со смешенным покрытием
ESAB OK 46.00 3мм

Область использования — сварка судовых и конструкционных углеродистых сталей ММА-методом. Работы проводят с применением переменного или постоянного тока с обратной полярностью. Наплавленный металл формирует красивый и ровный шов. Можно использовать при соединении металлических листов, на которые нанесено гальваническое покрытие.
Преимущества:
- замечательное качество работы даже в руках начинающего мастера;
- умеренная цена;
- быстрое зажигание.
Недостатков нет.
Fubag FB46 3мм

Электрод диаметром 3 мм для соединения элементов, выполненных из низкоуглеродистых и низколегированных сортов стали. Можно вести электросварку из разных пространственных положений переменным или постоянным током с прямой или обратной полярностью. Шов устойчив к коррозии, шлак отделяется без малейших усилий.
Выбор сварочного электрода видео:
Как зарекомендовали себя зарубежные стержни

Иностранные производители поставляют большое количество сварочных элементов для сварки инвертором. Хорошо зарекомендовали себя европейские компании.
Их продукция подходит для любой сварки: для тугоплавких, углеродистых металлов, для варки трубопроводов, работы с цветными металлами.
Мастера, работающие на заказ или сваривая трудные элементы, выбирают зарубежные модификации. Они качественнее отечественных, потому что проходят жесткий контроль.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
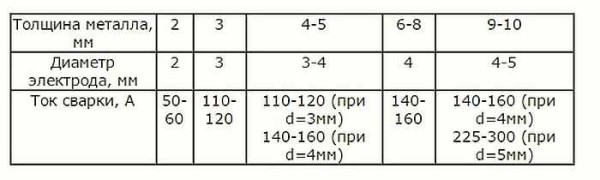
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Определение силы тока
При дуговой сварке ручного типа она может быть разной – от 30 до 600 А. Выбор необходимого значения осуществляется в зависимости от диаметра рабочего электрода и типа шва относительно пространственного положения. Вычисляется следующим образом:
- Для нижних швов: I=d*k.
- Для верхних – I=k*d*0,8.
- Для горизонтальных – I=k*d*0,85.
- Для вертикальных швов – I=k*d*0,9.
где I – сила тока, А;
d – диаметр, мм;
k – коэффициент, А/мм.
Коэффициент зависит от диаметра стержня:
- для электродов толщиной 1-2 мм – k=25-30 А/мм;
- 3-4 мм – k=30-45 А/мм;
- 5-6 мм – k=45-60 А/мм.
Повышение силы ускоряет рабочий сварочный процесс. Преувеличение допустимых значений может привести к перегреву кромок, чрезмерному выгоранию компонентов, ухудшению качества сварного шва.
Использование различных типов и марок сварочных инструментов
Все, рассмотренное выше, относятся больше к маркировке электродов для РДС стали. Важно привести примеры используемых стержней для разнообразных черных и цветных металлов. Ниже представлены их наиболее распространенные типы.
Виды электродов распределяются в зависимости от свариваемого металла и заданных типовых механических характеристик шва.
Углеродистые низколегированные стали свариваются стержнями типов:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Легированные стали повышенной прочности:
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
Высокопрочные легированные стали: Э125: НИИ-3М, Э150: НИАТ-3.
Наплавка металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Чугун: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Алюминий и сплавы на его основе: ОЗА-1/Al, ОЗАНА-1/Al.
Медь и сплавы на ее основе: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Никель и его сплавы: ОЗЛ-32.
Из приведенного списка можно сделать вывод о том, что маркировочная система очень сложна, при этом основана на примерно одинаковых принципах шифровки характеристик стержня, его покрытия, диаметра, наличия легирующих элементов.

Качество сварочного соединения зависит от рациональной технологической схемы. На то, какие виды электродов выбирать, влияют следующие факторы:
- Свариваемый материал и его свойства, наличие легирующих элементов и степень легирования.
- Толщина изделия.
- Тип и положение шва.
- Заданные механические свойства соединения или наплавленного металла.
Начинающему сварщику важно ориентироваться в основных принципах выбора и маркировки инструментов для сварки стали, а также оперировать распределением марок стержней по назначению, знать основные виды электродов и рационально их применять во время сварочных работ.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам . В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
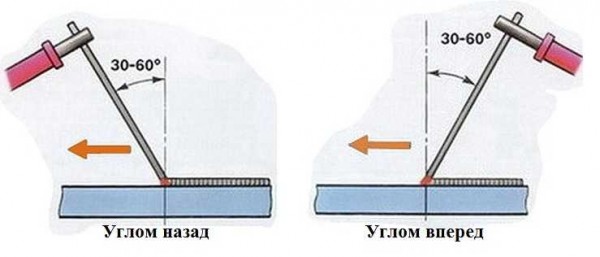
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Для резки металла – особые стержни?
Начинающие интересуются, как разрезать металл инвертором. Раньше этот вопрос был актуален, но сейчас в промышленности используют электроды для резки металла.
Мастера старой закалки до сих используют обычные элементы для резки, но скорее по привычке. Специальные сварочные элементы дают надежную дугу, быстро окисляют металл и снимают его с разреза.
Сварка инвертором идет быстро. В диаметре они достигают 3−6 мм.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.

В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Распространенные ошибки
Очень важно правильно настроить сварочную установку на работу, подобрать толщину электрода, рассчитать мощность. Немаловажно правильно держать оборудование с электродом и присадочную проволоку. Большинство новичков не могут удержать необходимое расстояние от электрода до материала, в результате тот прилипает. Становится сложно работать, шов получается неровный.
Залипают материалы и при неверно выбранной толщине электрода или слишком сильной мощности тока, когда металл расплавляется быстрее, чем попадает к месту обработки. Конечно, и у мастеров иногда липнет электрод, но это случается реже, поскольку они способны соблюсти необходимое расстояние, принимая во внимание присадочный материал. Если правильно сформировать кромку, то и работать будет легче. Есть несколько доступных вариантов.
Квадратная
Используется, когда толщина металлической пластины составляет от 3 до 5 мм. Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.
V-образная
Она используется, когда толщина пластин составляет от 8 до 16 мм. Обе кромки скошены с образованием угла около 70° до 90.
Применяется при толщине заготовок больше чем 16 мм, где сварку можно выполнить на обеих сторонах. Обе кромки скошены таким образом, чтобы образовать двойное V.

Одинарная и двойная U-образная
Применяется при толщине больше чем 20 мм. Подготовить край сложно, но соединение получается хорошим. Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Неплавящиеся электроды
Не расходуются во время сварочных работ, поэтому и получили такое название. Они сделаны из углерода, графита или вольфрама. Углеродные электроды более мягкие, в то время как вольфрамовые и графитовые твердые и хрупкие. Углеродные и графитовые могут использоваться только для сварки с прямой полярностью.
Плавящиеся
Расплавляются и подают присадочный материал. Они сделаны из того же металла, который нужно сварить.
Расходуемые электроды могут быть следующих двух типов:
- голые;
- с покрытием.
Первые имеют форму непрерывного провода. Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.
Вторые обладают покрытием из флюсового материала, который наносится по всему сварочному стержню. Флюс в процессе сварки обеспечивает экранирование зоны расплавленного металла от атмосферного кислорода и азота. Этот поток также предотвращает образование оксидов и нитридов. Флюс химически взаимодействует с оксидами, присутствующими в металле, и образует низкотемпературный плавкий шлак. Он остается на верхней части сварки, поэтому его можно легко убрать после затвердевания шва. Качество сварки, производимой покрытым электродом, намного лучше.
В качестве вывода
Соотношение полезного металла и шлака в процессе сварки характеризуется коэффициентом наплавки, который, в том числе, зависит от условий хранения электродов. Отсыревшие элементы можно высушить, но их коэффициент наплавки будет уже гораздо меньше. Поэтому при покупке важно тщательно проверять упаковку и хранить расходные материалы в соответствии с нормами. Качество шва должно быть безупречным, особенно если речь идет о герметичном и наружном соединении. Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию. Качество сварки во многом определяется и тем, как отходит шлак. Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
[spoiler title=»Источники»]
- https://store.fubag.ru/tips/kak-vybrat-elektrody-dlya-svarki-invertorom/
- https://plavitmetall.ru/elektrody/dlya-svarki-invertorom.html
- https://stvybor.ru/staty/184-tipy-i-marki-svarochnykh-elektrodov/
- https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
- https://stroy-podskazka.ru/svarka/elektrodami/
- https://mmasvarka.ru/sekrety-svarki-elektrodom.html
- https://www.vseinstrumenti.ru/silovaya_tehnika/svarochnoe_oborudovanie/mma/articles/1383/
- https://stroychik.ru/tools/elektrody-dlya-invertora
- https://metmastanki.ru/elekrody-dlya-svarki-invertorom
- https://svarkaed.ru/rashodnye-materialy/elektrody/sushhestvuyushhie-vidy-elektrodov.html
- https://tehno-gid.net/access/svarochnye-elektrody-vidy-i-harakteristiki.html
- https://www.rocta.ru/info/kakie-ehlektrody-vybrat-dlya-svarki-invertorom-novichku/
- https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki
- https://WeldElec.com/info/kakie-elektrody-luchshe/
- https://gadgetok.ru/top-luchshih-svarochnyh-elektrodov.html
- https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
- https://mmasvarka.ru/kakimi-elektrodami-proshhe-vsego-varit-novichku.html
- https://svarkaed.ru/rashodnye-materialy/elektrody/luchshie-electrody-dlya-svarki-invertorom.html
- https://svarkalegko.com/materials/vidy-svarochnih-elektrodov-i-ih-vibor.html
- https://FB.ru/article/262168/kakie-suschestvuyut-vidyi-elektrodov-tipyi-i-vidyi-elektrodov
- http://met-all.org/metalloprokat/metizy/elektrody-dlya-svarki-invertorom.html
- https://www.expertcen.ru/article/ratings/luchshie-svarochnye-elektrody.html
- https://vyboroved.ru/reyting/luchshie-svarochnye-elektrody
- https://vyborok.com/reyting-luchshih-svarochnyih-elektrodov/
- https://markakachestva.ru/rating-of/2327-luchshie-svarochnye-jelektrody.html
- https://prosvarku.info/elektrody/ehlektrody-dlya-svarki-invertorom
- https://stroychik.ru/tools/kak-pravilno-varit-svarkoj
- https://www.vseinstrumenti.ru/rashodnie_materialy/dlya_sil_teh/dlya_svarochnyh_rabot/mma/elektrody/articles/kakie_luchshe/
[/spoiler]