
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Что такое сварочный инвертор и как он работает
Сварочный инвертор или (ИИСТ)— это разновидность источника питания сварочной дуги. Его основное назначение — обеспечивать лёгкий поджиг и стабильное горение.
Чтобы понять, как он работает, нужно разобраться в терминологии. Что значит инверторный? Этот термин подразумевает, что прибор оснащён электронным блоком, который преобразует прямой ток в переменный — и вот, как это работает:
- Переменный ток проходит через выпрямитель, и тот, в свою очередь, преобразует его в те же 220 вольт.
- Инверторный блок преобразует переменный ток в постоянный, при этом повышая его частоту до 30-50 кГц.
- Высокочастотный ток поступает в трансформатор, и тот снижает напряжение, тем самым увеличивая силу тока, но уже более высокой частоты (по сравнению с трансформаторными аппаратами).
- Высокочастотный ток подаётся на вторичный выпрямитель.
Справка! Благодаря такому преобразованию тока, КПД сварочного инвертора увеличивается, а габариты трансформатора — уменьшаются.
Физические принципы процесса
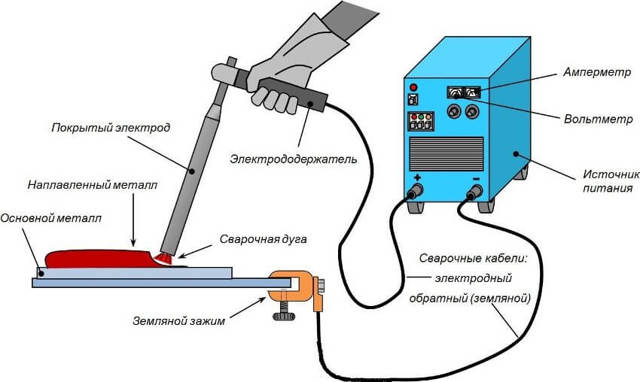
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка — это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства — паяльниками.
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
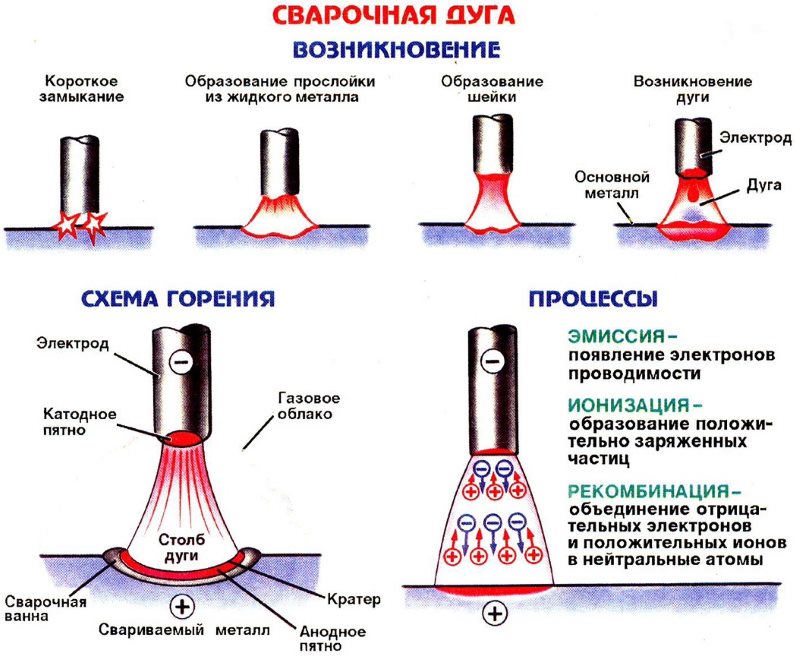
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала.
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока.
Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию.
Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве.
Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Распространенные виды сварки
Инверторные аппараты классифицируются по типу сварки, от чего зависят размеры и масса устройств. Миниатюрные модели инверторов соответствуют ручным видам сварки. Их применяют в бытовых условиях и в небольших домашних мастерских. Полуавтоматические инверторные приборы чуть больше по размеру и весу. Их мощность также имеет более высокий показатель. Такие модели можно использовать как в домашних условиях, так и на небольших производствах.
По типу назначения инверторные аппараты разделяются на бытовые, профессиональные и узкоспециализированные модели. Изготовлением бытовых конструкций в основном занимаются китайские производители. Но не всегда эти устройства отличаются высоким качеством и отличными характеристиками. Именно поэтому предпочтительнее выбирать брендовые аппараты. Что касается профессиональных и узкопрофильных устройств, их производством занимаются страны Европы, Россия и США.

В конструкциях профессионального типа инверторов применяются электроды разных видов, мощности и спектра возможностей, из-за чего их выбирают многие строительные компании. Высококвалифицированные сварщики, работающие самостоятельно либо на компанию, приобретают узкоспециализированные инверторы, благодаря которым получается работать с комфортом в самых сложных условиях.
Особое внимание начинающим мастерам следует уделить разновидностям швов, которые может сделать инверторный аппарат. В зависимости от расположения сварочные швы разделяются на горизонтальные, вертикальные, потолочные и наклонные. В процессе выполнения горизонтальных швов основная трудность заключается в том, что жидкий металл стекает вниз. Для создания вертикального шва специалисты делают соединения одним проходом. Потолочные швы являются наиболее трудными, так как сварочная ванна располагается кверху дном над человеком. Наклонный сварной шов также является сложным в исполнении, из-за чего специалисты рекомендуют делать соединения в один электродный прием.



Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.

Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием). Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным.
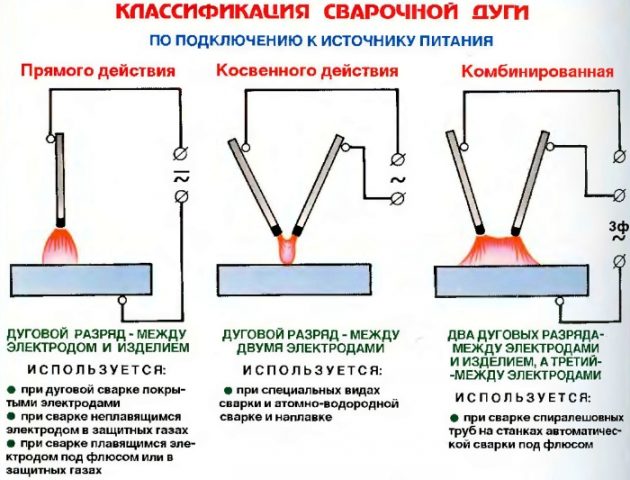
Сварочная дуга
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Плюсы и минусы инверторной аппаратуры
Среди всех существующих методик техника сварки инвертором для начинающих считается самой удобной и доступной. При желании всего за один день можно научиться как варить инверторным сварочным аппаратом в бытовых условиях.
Преимущества такого типа оборудования неоспоримы:
- Доступность. Стоимость аппаратуры невысокая и практически в каждом специализированном магазине предложен обширный выбор моделей.
- Мобильность. Благодаря небольшому весу (всего 3-10 кг) оборудование без сторонней помощи можно переносить с одного места в другое.
- Универсальность. Правила сварки инвертором разрешают использовать электроды для постоянного и переменного тока, что огромное значение имеет в случаях сваривания цветного металла, чугуна и других сплавов.
- Удобность. Аппарат позволяет регулировать в большом диапазоне силу тока, за счет чего становится возможной аргонодуговая сварка неплавящимися вольфрамовыми электродами.
- Многофункциональность. В большинстве моделей схема управления дает возможность осуществлять разные функции, облегчающие процесс сваривания деталей.
Говоря о плюсах нельзя упомянуть также об экономичности устройств в плане потребления электроэнергии, а также легкости обучения, позволяющем узнать секреты сварки инвертором в сжатое время.
Наряду с преимущественными свойствами инверторов им характерны также некоторые отрицательные моменты, которые необходимо изучить перед тем как варить сварочным инвертором:
- в сравнении с обычным трансформатором примерно в 2-3 раза больше составляет цена сварочного инвертора. Обусловлено это высшей сложностью и эффективностью оборудования;
- поскольку в схеме устройства используются полупроводниковые детали, то аппаратуре свойственна повышенная чувствительность к пыли и в течение сезона необходимо как минимум 2-3 раза проводить чистку;
- некоторые модели не способны полноценно работать при минусовых температурах, что ограничивает сферу их применения.
Но если сравнить минусы с множественными положительными качествами, но они кажутся не существенными и полностью компенсируются легкостью обучения сварному мастерству, удобности в применении и возможности создавать прочные неразъемные соединения.
Какие бывают инверторы — особенности выбора
Для того чтобы сварка инвертором для начинающих обеспечила качественный результат и от работы остались только положительные впечатления, то необходимо с полной серьезностью подходить к выбору оборудования.
На сегодняшний день существуют разные модели сварочных инверторов, которым характерны свои отличия и особенности. В зависимости от технологии сварки на выбор специалистам предложено оборудование, с помощью которого можно выполнять:
- сваривание в ручном режиме (ММА);
- сварку MIG/MAG полуавтоматическую;
- работы в среде защитного газа (TIG);
- резку металлов (CUT).
Среди всех перечисленных типов для домашнего использования лучше отдать предпочтение агрегату, которым сваривание происходит с применением электродов в ручном режиме. Такие устройства просты в обслуживании и эксплуатации, обладают компактными габаритами и небольшим весом, и идеально подходят для того как научиться варить инверторной сваркой.
Характеристики, влияющие на выбор оборудования
Обучаясь как правильно пользоваться инверторной сваркой следует также знать, что разным типам аппаратов характерны свои технические параметры. Именно они определяют функциональные возможности устройства. При выборе оборудования обращать внимание нужно на следующие особенности:
- тип формируемого на выходе из агрегата тока;
- показатели напряжения, обеспечивающие питание сварочного оборудования. Сегодня на рынке имеются устройства, работающие от напряжения 220 В или 380 В. Для домашнего использования оптимальным считается инвертор, который можно подключить к стандартной электросети;
- значения стартового тока, от которых зависит электроды какого диаметра можно применять при осуществлении сваривания;
- мощность агрегата. От этого зависит сила подаваемого на сварочную дугу тока;
- напряжение холостого хода влияет на легкость и быстроту разжигания дуги;
- диапазон диаметров возможных для применения в работе электродов;
- наименьшее и наивысшее значения силы тока, издаваемого конкретной моделью аппарата;
- вес и размеры. Не стоит покупать слишком маленькие агрегаты, поскольку от его габаритов зависит сила сварочного тока. Чем меньшими будут размеры, соответственно тем меньшей будет сила тока.
Посмотреть параметры наиболее распространенных моделей сварочных аппаратов бытового предназначения можно в размещенной ниже таблице.

В комплектацию каждой модели входят два сварочных кабеля: с электродержателем и с зажимом массы.
Подготовка рабочего места
Продумайте перед началом работы, что, как и в каком порядке делать, чтобы это было безопасно для вас, а также окружающих. Перед тем как начинать работы необходимо подготовить себе рабочее место:
- Проверить комплектность оборудования: сварочные кабели, состояние изоляции проводов, кабелей электропитания от сети к инвертору, сам аппарат;
- убрать посторонние предметы;
При обнаружении нарушения целостности изоляции проводов, кабелей электропитания, а также нарушении целостности разъёмов для их подключения в сеть приступать к работам нельзя, до устранения неисправностей!
- Приготовить свариваемые детали;
- проверить достаточна ли обеспечена вентиляция рабочего места;
- проверить достаточно ли освещена рабочая зона, в случае когда недостаточно естественного освещения через оконные проёмы, предусмотреть дополнительное освещения за счёт установки светильников;
- приготовить место, где будете сидеть при проведении работ;
- подготовить осмотреть необходимый вспомогательный инструмент;
- проверить шлифовальную электрическую машинку (требования электробезопасности такие же, как указаны выше);
- подготовить необходимые абразивные круги (шлифовальные, отрезные), круги должны быть промаркированы, на них не должно быть трещин, сколов;
- проверить наличие на рабочем месте средств пожаротушения (огнетушитель, песок).
После выполнения этих рутинных, но обязательных мероприятий можно приступать к подготовке свариваемых деталей.
Средства защиты
Задаваясь целью как научиться сваривать металл инвертором ни в коем случае нельзя забывать о технике безопасности. Чтобы избежать травматизма следует подготовить:
- перчатки. Они должны быть из толстой ткани, но никак не резиновые;
- сварочную маску. Здесь важно обратить внимание на то, что маски бывают разные в зависимости от сварочного тока. Если ее подобрать неправильно, то невозможно будет контролировать образование шва. Оптимальным вариантом считается маска «Хамелеон», самостоятельно подстраивающаяся под интенсивность дуги;

- одежда. Она должна быть огнеустойчивой, в противность случае может произойти возгорание от исходящих искр. Касается это и обуви.
Только при наличии всех этих атрибутов можно приступать к работе. Убеждать в необходимости защитных средств профессиональных сварщиков будет лишним, а для новичков подготовительный этап не менее важен, как и сам процесс сваривания.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
-
включение и выключение аппарата выполняется тумблером,
-
величина тока и напряжения выставляется ручками на передней панели,
-
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
-
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
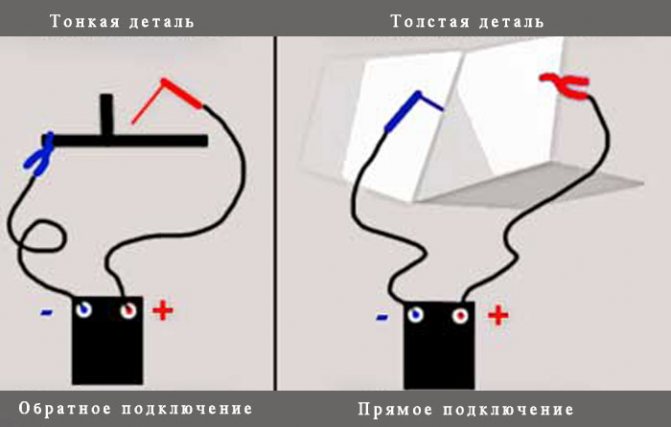
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Подбор электродов


После расположения и закрепления деталей, приступают к зажиганию электрической дуги между сварочным электродом и соединяемыми деталями.
Перед зажиганием не забудьте надвинуть сварочную маску на глаза, чтобы избежать вредного светового воздействия дуги на глаза и попадания брызг металла на кожу лица.
Для начинающих лучше все потренироваться зажигать дугу и накладывать валики сварных швов не на соединяемых деталях, а на сплошном листе металла, толщиной 10 мм и больше. После наработки навыков наложения правильных валиков можно будет приступать к сварке деталей.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.

Способы выполнения сварных швов
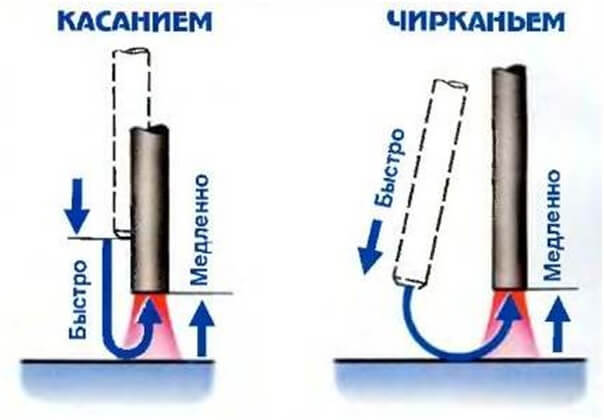
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной. Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика.

Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания — протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Настройка силы тока.
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла начинающим сварщикам. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например:«Как правильно зажигать дугу?».
Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
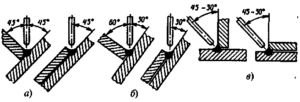
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака.
Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°.
Эта величина условная и влияет на ширину сварочной ванны.
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
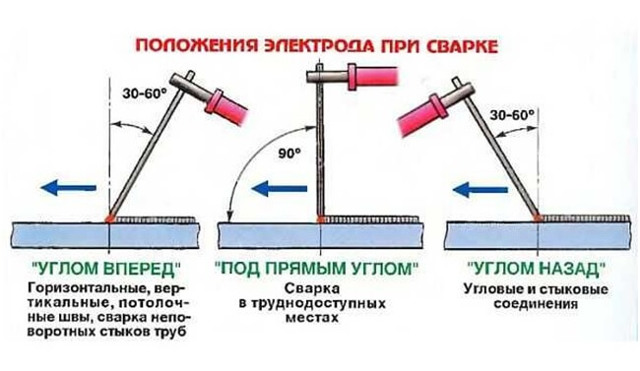
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством.
Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
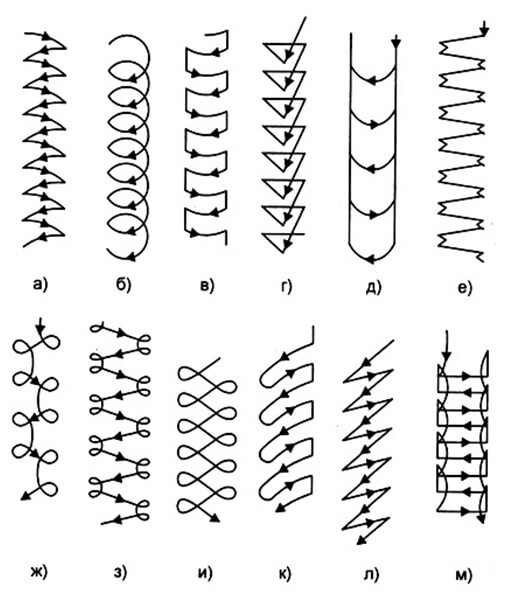
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контролируем дуговой промежуток
На начальных этапах обучения сварке очень важно выработать навык правильного формирования дугового промежутка. Дуговой промежуток — это термин, которым обозначается небольшой промежуток между электродом и провариваемым металлом.
Научившись регулировать длину дуги, можно обеспечить качественный результат. Дуги бывают 3 видов:
- Короткая дуга — около 1 мм. Шов должен получиться выпуклый. На том месте, где шов соединяется с металлом, может появиться дефект (подрез). Это маленькая канавка, параллельная шву, которая уменьшает его прочность.
- Нормальная дуга — нормальной считается дуга, ширина которой не превышает 3 мм.
- Длинная дуга — довольно трудна в исполнении и стабилизации. Дуга плохо защищена от воздействия воздуха и атмосферы, хуже прогревает металл, и шов получается неглубокий.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Формируем правильный сварочный шов и не допускаем дефектов
Качество шва при сварке — это навык, вырабатываемый с опытом. Кроме придавливающих движений по кромке сварки, мастер должен выполнять поперечные движения — для обеспечения качественного провара. Если металл тонкий и его толщина не превышает 4 мм, то поперечных движений выполнять не стоит. Чтобы получить плоский шов, нужно наклонять электрод под разными углами.
- Углом вперёд — используется при работе с тонкими пластами металла, так как шов получается широкий, но мелкий.
- Углом назад — используется при работе с плотными пластами металла, так как материал прогревается и проплавляется глубоко. Шов глубокий, но узкий.
К распространённым дефектам и проблемам при сварке инвертором у новичков можно отнести:
- Подрез — возникает в тех случаях, когда плавящегося металла не хватает, чтобы заполнить ванную. Избежать этого дефекта можно только тщательно контролируя толщину образовываемой ванной.
- Невозможность управлять ванной — дефект возникает, если сварщик по незнанию наклоняет электрод слишком сильно.
Как научиться сваривать металл ровно?
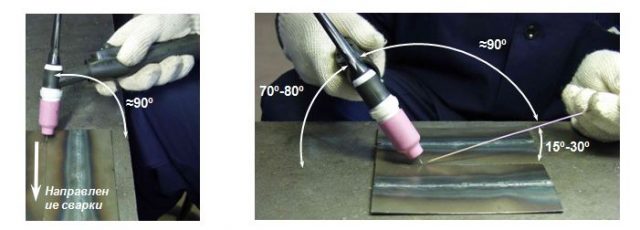
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб;
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката;
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм.
При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки.
Полученный участок соединения будет ненадежным, а сварной шов – размазанным.

Урок сварки. Как сваривать металл инвертором.
Как только начнет получаться зажигание дуги. Начнем обучение со следующих упражнений.
Нижнее положение
1. Кольцевые движения на толстой горизонтальной пластине, проход за проходом, при этом угол наклона 45°, смотрит назад. Надо обращать внимание, когда электрод заканчивается. Следует немного вернуться назад на шов, чтобы не образовался кратер. Дугу зажигать в центре кольца, вернуться немного назад и продолжить кольцевое движение. Ниже — видео как научиться правильно варить сварочным инвертором.
Вертикальное положение
2. «Вертикальный» шов сначала отрабатывается на пластине, установленной под углом 45°. Зигзагообразные движения начинаем снизу, ведём вверх. Расстояние до электрода примерно 2 мм, угол наклона назад. Вверху пластины процесс обрываем и еще раз проходим зигзаг, чтобы наплавить дополнительный металл на краю. Далее — видео уроки как научиться ручной дуговой сварке начинающим.
3. Настоящий вертикальный шов на вертикально установленной пластине. Такие же зигзагообразные движения электродом. Упражнение трудное, обычно не получается сразу.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Горизонтальный шов.
4. Горизонтальный сварной шов на вертикально установленной пластине. Выполняются кольцевые колебательные движения, варим в направлении углом назад. Первый валик на стыке с горизонтальной пластиной, дальше вверх, валик за валиком. Чтобы лучше получалась «горизонталь», можно предварительно прорисовать её мелом.
Вертикальный шов с отрывом.
5. Вертикальный сварной шов с отрывом, начальное положение пластины – под углом 45°. Зажигаем дугу снизу пластины, влево, вниз, вправо, вверх, влево, вернулись в середину – рисуем такой замкнутый овал. Отрываем электрод, смещаемся вверх, снова делаем овал, отрываем, вверх. Так до конца пластины.
6. Вертикальный сварной шов с отрывом на пластине. Те же овальные колебательные движения при выполнении которых по возможности лучше опереть руку на стол или что-нибудь. Заключительный «крайний» шов – самый сложный, металл может перегреться и потечь. Поэтому делаем более длительную паузу после отрыва.
Конечно, эти упражнения – далеко не все, которые существуют для сварщиков-новичков.
На нашем сайте, помимо них, вы можете ознакомиться со следующими материалами:
- электросварщик ручной сварки программа обучения;
- как научиться правильно варить инверторной сваркой советы начинающим и другими.
Хороший критерий качества сварного шва – это его красота. Если сварной шов красивый, значит большая вероятность, что внутри его нет пустот, сварочных шов заполнен равномерно.
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
-
закрытая кожаная обувь на толстой подошве.
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
-
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
-
Обеспечьте качественное освещение места выполнения работ.
-
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_01.51_[2013.09.25_09.10.51]](/images/wp-content/uploads/2013/09/Rabota-so-svarochnym-invertorom-ForumHouseTV.mp4_snapshot_01.51_2013.09.25_09.10.51-300x168.jpg)
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы. Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_02.14_[2013.09.25_09.02.10]](/images/wp-content/uploads/2013/09/Rabota-so-svarochnym-invertorom-ForumHouseTV.mp4_snapshot_02.14_2013.09.25_09.02.10-300x168.jpg)
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину ( накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_02.28_[2013.09.25_09.05.47]](/images/wp-content/uploads/2013/09/Rabota-so-svarochnym-invertorom-ForumHouseTV.mp4_snapshot_02.28_2013.09.25_09.05.47-300x168.jpg)
9. Вот, что приблизительно у нас должно получиться.
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_02.41_[2013.09.25_09.45.14]](/images/wp-content/uploads/2013/09/Rabota-so-svarochnym-invertorom-ForumHouseTV.mp4_snapshot_02.41_2013.09.25_09.45.14-300x168.jpg)
Смотрим видео:
Сварочный процесс инвертором тонких металлических листов

На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла — деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
- Если вы хотите, чтобы сварочный шов на металлическом листе получился максимально качественным и на листах не образовались дыры, нужно следить за тем, чтобы при сварочном процессе вам был виден шов.
-
Обучение сварочному делу начинайте со сварки в нижнем положении. Освоив процесс, переходите к сварке кольцевых швов и только потом приступайте к вертикальным.
-
Проще всего соединение осваивать при размещении пластин внахлест. В этом случае вы гарантировано не приварите лист металла к столу.
-
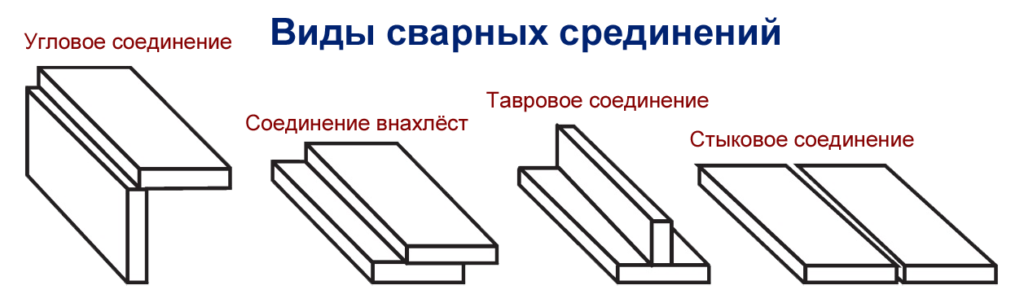
При выполнении соединений угловых и в тавр очень трудно сделать качественный шов, наблюдается слив металла на одну из сторон. Можно упростить работы, расположив детали «в лодочку», рисунок б).
-
Вертикальные швы выполнить очень тяжело. Для информации: они наносятся снизу вверх.
-
Все дефекты устраняются ремонтом. Для этого удаляют участок шва и накладывают шов еще раз. Или подваривают участок шва.
-
Для того чтобы полностью проварить толстый металл, на нем выполняют разделку кромок, по простому делают фаску. И между кромками выдерживают небольшой зазор от 0,5 мм.
Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Виды швов
Швы также бывают разные, основных видов швов четыре, см. ниже.
Самый легкий в работе из них – нижний шов. Именно с него лучше всего начинать неопытным сварщикам. Деталь устанавливается горизонтально на ровную поверхность.
После того, как вы научитесь уверенно сваривать нижние швы, можно будет приступить к следующему этапу – горизонтальным швам, это уже требует большего мастерства и сосредоточенности.
Еще сложнее сваривать вертикальные швы. Расплавленный металл под воздействием силы тяжести течет вниз, и от сварщика требуется высокое мастерство, чтобы сварить ровный шов высокого качества.
Потолочный шов – самый сложный. Здесь соединились все сложности. Если вы умеете сваривать такие швы – вы настоящий профессионал.
Большую сложность для новичков представляет сваривание различных труб. При такой сварке вы должны уметь варить все типы швов. Каких-то универсальных советов нет, чем больше вы будете практиковаться – тем скорее добьетесь желаемых результатов.
Переходим к полярности. Она бывает двух видов – прямая и обратная. Если коротко – при прямой металл нагревается быстрее, расход электродов при этом невысокий.
При обратной же эффект обратный — нагревается металл медленнее, а расход электродов выше. При сваривании чаще используется обратная полярность, она обеспечивает лучший контроль процесса. Прямая полярность применяется обычно при резке металла.
Новичкам рекомендуется предварительно провести тестовое сваривание. Для этого находим в гараже ненужные нам детали, свариваем их, используя нижний шов. Электроды можно взять попроще, подешевле (например, МР-3).
С ними вам будет легче зажечь дугу и вести ее. При этом качество нашего шва будет невысоким, но в нашем случае это не критично. Не рекомендуем новичкам использовать электроды типа УОНИ, они требуют наличия опыта.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.
Рез трубы
Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Видео:
Частые ошибки новичков

Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Профессиональные советы начинающим сварщикам
Практически каждый человек, не обладающий опытом, задается вопросом как правильно сваривать металл инвертором с минимальными рисками для своей безопасности и максимально положительными результатами работы.
Советы профессиональных мастеров помогут освоить азы сварки инвертором и избежать ряда ошибок в процессе сваривания:
- ни в коем случае нельзя пренебрегать защитными средствами, особенно это относится к глазам. Ожоги сетчатки могут возникнуть даже при мимолетном взгляде на горящую дугу незащищенными глазами. А продолжительное воздействие может закончиться весьма печально, вплоть до потери зрения;
- впервые сваривая детали неопытные мастера практически всегда допускают разнообразные ошибки. Поэтому лучше вначале потренироваться на подготовленных заготовках и попробовать выполнять разные типы швов перед тем как пользоваться сваркой инвертором для создания металлоконструкций;
- каждый желающий может начать работать со сварочной аппаратурой, но только при тщательном подходе и предварительных тренировках можно выполнять надежные и ровные соединительные стыки;
- обработка швов после сварки имеет огромное значение. Чтобы предотвратить развитие коррозии и разрушение конструкций необходимо очищать спаи от шлаковых образований;
- не знаете, как предотвратить прилипание электрода? Проверьте силу тока, а также обратите внимание на сухость электродов;
- хранить электроды нужно в сухом проветриваемом помещении. Если они слишком сырые, то перед применением их следует просушить на солнце или в духовом шкафу;
- чтобы не произошло короткое замыкание нужно проверять положение провода перед включением и выключением аппарата.
Всю информацию о том, как подобрать ток для сварки инвертором и как должны происходить рабочие циклы можно найти в инструкции по эксплуатации оборудования или поискать в интернете уроки для начинающих сварщиков.
Зная основные правила сваривания и принцип работы аппаратуры вполне доступной станет инверторная сварка для начинающих мастеров, и уже в скором времени вы сможете без проблем изготавливать красивые и долговечные конструкции.
Интересное видео
[spoiler title=»Источники»]
- https://vtmstol.ru/blog/svarka-invertorom-dlya-nachinayushhix
- https://remboo.ru/instrumenty/svarka-invertorom.html
- https://septik27.ru/elektrosvarka-dla-nacinausih-kak-pravilno-varit-elektrosvarkoj-svoimi-rukami/
- https://nzmetallspb.ru/osnastika/svarka-invertorom-dlya-nachinayushhih-osnovy-pravila-tehnika.html
- https://stroy-podskazka.ru/svarochnyj-invertor/dlya-nachinayushchih/
- https://stankiexpert.ru/spravochnik/svarka/svarka-invertorom-dlya-nachinayushikh.html
- https://osvarka.com/obuchenie-svarke/svarka-invertorom
- https://mrmetall.ru/svarka-invertorom-dlja-nachinajushhih/
- https://o-builder.ru/cvarka-invertorom-dlya-nachinayushhix/
- https://molotok34.ru/spravochnik/svarka-invertorom-dlya-nachinayushchih.html
- https://instrumentiks.ru/sovety/svarka-invertorom
- https://plavitmetall.ru/svarka/invertorom-dlya-nachinayushhix.html
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
[/spoiler]