
Особенности и сложности
При полуавтоматической пайке алюминия с помощью горелки используется флюс. Флюс будет плавиться по мере увеличения температуры основного материала.
Сварка алюминия полуавтоматом с оксиацетиленом или кислородом подразумевает, что поверхность основного метала сначала расплавится и примет характерный вид.
Алюминий обладает рядом свойств, которые отличают его сварочные работы от тех, что применяются при сваривании листов из стали. Среди них:
- поверхностное покрытие из оксида алюминия;
- высокая теплопроводность;
- высокий коэффициент теплового расширения;
- низкая температура плавления;
- отсутствие изменения цвета по мере приближения к температуре плавления.
Алюминий – это активный металл, который взаимодействует с кислородом в воздухе, в результате получается твердая тонкая пленка оксида алюминия на поверхности. Температура плавления оксида алюминия составляет приблизительно 3600 F (1982 градуса), что почти в три раза выше температуры плавления чистого алюминия. Кроме того, эта пленка поглощает влагу из воздуха, в частности когда становится толще.
Влага, в свою очередь, является источником водорода, он вызывает пористость в алюминиевых сварных швах. Водород может также выступать из масла, краски и грязи в зоне сварки. Он выходит из окиси и чужеродных материалов на проводе электрода или заполнителя.
Водород отбрасывается в процессе затвердевания. С быстрым охлаждением свободный водород сохраняется внутри шва, что тоже приводит к пористости. Она, в свою очередь, уменьшает прочность.
При подготовке алюминия к сварке требуется соскребать пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или нанесение флюса предотвращает образование оксидов в процессе образования сварного шва.
Химическое удаление может быть сделано двумя способами. Один из них – использование чистящих растворов. Время нахождения в растворе необходимо контролировать.
Химическая очистка включает использование сварочных флюсов. Они используются для газовой сварки. Всякий раз, когда используется такой метод, флюс впоследствии стоит полностью удалить из зоны сварки. Только так можно избежать образования коррозии в будущем.
Электрическая система удаления окиси предполагает использование катодной бомбардировки. Она позволяет полностью очистить поверхность, поэтому технология так востребована. После проведенной очистки сварной шов необходимо сделать в течение восьми часов. Чем больше проходит времени, тем меньше прочность соединения.
Свойства металла, усложняющие сварку
Некоторые особенности материала затрудняют работу с ним:
- При сильном повышении температуры алюминий не поменяет цвет. Из-за этого сварщику затруднительно оценить, насколько прогрелась заготовка.
- Плавление начинается при +660°С. При дальнейшем нагревании прочность снижается.
- Отсутствует склонность к намагничиванию.
- Теплопроводность материала в 5 раз выше, чем у сплавов стали. Из-за этого при нагреве отдельной части быстро будет повышаться температура всей детали. Перед работой с крупными алюминиевыми элементами придется предварительно нагревать их, чтобы снизить теплопотери.
- Активное взаимодействие алюминиевого изделия с кислородом приводит к образованию пленки на металлической поверхности. После достижения некоторой толщины она начинает мешать материалу окисляться. Температура плавления окисной пленки составляет +2050…+2200°С, что намного выше, чем у алюминия.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Достоинства и недостатки
Подводя итог, стоит заметить, что сварка алюминия полуавтоматом удобна, но все же не идеальна. Она имеет свои достоинства и недостатки.
При оценке преимуществ, несомненно, следует упомянуть следующие:
- Относительно низкую, по сравнению с другими технологиями, стоимость процесса. Благодаря этому он доступен как для больших предприятий, так и для частных специалистов.
- Универсальность оборудования. Оно может быть использовано для сварки различных материалов. Достаточно просто заменить подаваемые в сварочный пистолет газ и проволоку и произвести не слишком сложные регулировки.
- Доступность необходимых материалов. С ростом популярности технологии в проволоке, газе и флюсах не стало недостатка.
- Высокая скорость выполнения работ, подготовка к которым также не занимает много времени.
Что до недостатков, то к ним относятся:
- Обязательное использование защитного газа или флюсов. Без них качества соединения будет крайне низким
- Трудность подбора сварочной проволоки при отсутствии информации о составе материала, из которого изготовлены детали.
- Скорость протекания процесса требует от сварщика сноровки. Людям с плохой реакцией освоить сварку алюминия полуавтоматом бывает не под силу.
Вникать в особенности технологии можно очень долго, ведь на эту тему написано немало серьезных научных прудов. Но надеемся, что изложенной информации будет достаточно для того, чтобы на первом этапе оценить возможности процесса и принять решение о необходимости его использования.
Методы
MIG – быстрый процесс с использованием обратной полярности и инертного газа. Это может быть работа в среде аргона, который создает необходимую защитную оболочку для формирования качественного шва. Метод подходит для того, чтобы сварить толстые алюминиевые пластины в любом положении.
Нередко работа проводится в среде углекислого газа. С углекислотой предпочитают работать профессионалы.
Для сварки алюминия используется аргон, гелий или смесь этих газов. Аргон производит более ровную и более стабилизированную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги с гелием выше, и данное изменение приводит к большему изменению напряжения. Смесь из приблизительно 75% гелия и 25% аргона дает преимущества обоих защитных газов без каких-либо нежелательных последствий.

В этом случае стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более критичен при сварке алюминия с инертным защитным газом. Рекомендован ведущий угол перемещения в 30 градусов. Наконечник электродной проволоки должен быть небольшим для алюминия.
Алюминиевый сварной шов, выполненный с использованием GMAW, предполагает, что сварщик «закладывает шарик» из расплавленного металла, который потом и становится бесшлаковым сварным швом.
Электродная проволока должна быть чистой и выступать приблизительно на 12,7 мм. Часто используемый метод состоит в том, чтобы ударить по дуге примерно на расстоянии 25,4 мм, а затем быстро довести ее до начальной необходимой точки для сварки и изменить направление движения.

При завершении или прекращении сварки такая практика может допускать одновременное увеличение скорости наложения шва для сужения его ширины до разрыва дуги. Это помогает предотвратить образование кратеров и трещин.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя при этом угол наклона рабочей стороны от 70 до 85 градусов по отношению к заготовке. Обычно предпочтительна техника струнного бисера. Необходимо следить за тем, чтобы угол наклона передней части не менялся и не увеличивался по мере приближения конца шва. Скорость перемещения дуги контролирует размер шарика.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано. Профессионалы советуют использовать вкладыши нейлонового типа. Гораздо сложнее проталкивать алюминиевую проволоку чрезвычайно малого диаметра.
Дуговая сварка вольфрамом используется для сваривания более тонких листов чистого алюминия и сплавов. Существует несколько мер предосторожности, которых следует придерживаться.
- Переменный ток рекомендуется применять для общецелевых работ. Сварка обычно с частотой коротковолнового диапазона активно применяется в ручных и автоматических установками. Особое внимание уделяется типу вольфрамового электрода, размеру сварочной насадки, типу и расходу газа. При ручной сварке длина дуги должна быть короткой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла и обязательно должен содержаться в чистоте.
- Обязательно должны использоваться сварочные установки, предназначенные для газовой вольфрамовой дуговой сварки. Новое современное оборудование предусматривает программирование, пре- и постпоток защитного газа, а также пульсирование.
- Очистка должна быть чрезвычайно эффективной. Если использовать отрицательный электрод постоянного тока, можно получить чрезвычайно глубокое проникновение и высокую скорость создания качественного шва.
Сварка алюминия полуавтоматом без газа
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом. Читайте где можно обучиться сварке здесь.
Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Необходимо помнить о том, что попадание в расплав алюминия воздуха приведет к критическим изменениям структуры металла, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.
Сварка порошковой проволокой без газа

Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхность.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сварка полуавтоматом простой проволокой без газа
Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.
При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Как выбрать и использовать инверторный сварочный аппарат читайте здесь.

В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.
Безгазовая сварка полуавтоматическом режиме прекрасное и функциональное решение сложных технических вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратностью.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Выбор оборудования для полуавтоматической сварки аргоном

Полуавтоматическая сварка в среде аргона осуществляется оборудованием трех видов:
- Специализированным, предназначенным для обработки заготовок одного типа.
- Специальным – устанавливается на промышленных производствах и используется для заготовок с одинаковым типоразмером.
- Универсальным, которое может применяться для всех видов работ с аргоном, в том числе для обработки нержавеющей стали.
Аргонодуговая сварка полуавтоматом может осуществляться и инверторными, и трансформаторными устройствами. Первые более надежны, так как более устойчивы к нагрузкам. Правда, такие аппараты отличаются относительно низким КПД. Но из-за них возникает не так много помех в работе другой электротехники.
Еще одно достоинство сварочного инвертора по сравнению с трансформаторным устройством кроется в малом весе. Его можно точно и адекватно настроить, он помогает стабилизировать сварочный ток. Но нужно быть готовым к тому, что подобные приборы очень чувствительны к конденсату – избежать лишних проблем поможет бережное обращение с техникой.
Устройства для полуавтоматической сварки аргоном делят на типы по следующему принципу:
- бытовые аппараты, предполагающие использование тока до 200 А, ведь для ремонта в домашних условиях большие показатели не требуются;
- полупрофессиональный класс с силой тока 200–300 А, который справляется с систематическими простыми ремонтными работами;
- техника для специалистов с силой тока от 300 А – применяется для многочасовой повседневной работы, подходит даже для очень сложных условий.
Также для полуавтоматической сварки аргоном необходимы:
- Специальная горелка с вольфрамовым расходником.
- Осциллятор, который отдельно подключается к источнику питания. Он позволяет разжигать дугу при работе с неплавящимся вольфрамовым расходником за счет подачи высокочастотных импульсов, в результате чего происходит ионизация дугового промежутка. Для обычной сети характерны частота 55 Гц, напряжение 220 В – за счет использования осциллятора данные показатели возрастают до 500 кГц и 6 000 В.
- Контактор, необходимый для подачи напряжения на горелку.
- Реле – элемент, ответственный за включение и отключение контактора и осциллятора.
- Электроды из вольфрамовой основы с проволокой с соответствующим диаметром.
- Аргоновый баллон с редуктором.
- Выпрямитель – обеспечивает постоянный ток с напряжением 24 В.
- Амперметр – для замеров силы тока.
- Таймер – позволяет контролировать время обдува аргоном.
- Электрогазовый клапан для подачи постоянного тока на 24 В или переменного тока на 220 В.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного подключения в электрическую цепь для стабилизации переменного тока.
В случаях, когда производится полуавтоматическая сварка аргоном металлов с более толстыми краями либо необходимо увеличить показатели производительности, могут применяться:
- Специальная горелка для параллельного использования нескольких вольфрамовых электродов. Данная технология позволяет повысить качество и прочность шва, положенного на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток на время пауз его поступления, из-за которых происходит кристаллизация металла. Если движение дуги синхронизировано с импульсами тока, плавка будет эффективна вне зависимости от положения в пространстве.
Также при полуавтоматической сварке аргоном нельзя забывать о безопасности: сварщик должен работать в спецодежде, использовать средства индивидуальной и коллективной защиты. К последним относятся вентиляция, система заземления, ограждения, маска/щиток, рукавицы, обувь. Запрещается сваривать изделия, если на их поверхности есть горюче-смазочные вещества. При соблюдении всех правил за счет использования полуавтомата в среде аргона удается выполнять сварочные работы на действительно высоком уровне.
Аппараты MIG/MAG (полуавтоматы)

Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
Среди других преимуществ полуавтоматических сварочных аппаратов для сварки алюминия:
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.
Аппараты ручной дуговой сварки

Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
Среди минусов:
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Обзор популярных моделей
Промышленностью предлагает массу сварочных полуавтоматов. В обзоре описываются три популярные модели, отсортированные от простых и дешевых к сложным и дорогим.
VEGAMIG 180/2 TURBO
Бытовой сварочный аппарат, работающий от однофазной сети в режиме MIG/MAG, предназначен для сварки алюминия, черных металлов и нержавеющей стали в аргоновой среде. Агрегат создает сварочный ток в диапазоне от 30А до 170А при потребляемой мощности 5,2кВт.

Хотя аппарат и считается бытовым, не в каждой квартире проводка выдержит нагрузку с током 23А. Поэтому, прежде чем включить прибор, обратите внимание — на какую силу тока рассчитана сеть в вашем доме, гараже или мастерской.
Сварочный полуавтомат VEGAMIG 180/2 TURBO по алюминию поддерживает использование проволоки диаметром 0,8-1 мм и может сваривать листы толщиной до 2 мм. Дуга образовывается постоянным током.
Оснащен двумя ступенчатыми регуляторами:
- силы тока;
- скорости подачи проволоки.
Автоматические регулировки отсутствуют, поэтому, работая с аппаратом, сварщику следует надеяться только на свои знания и опыт.
Выбирая сварочник, обратите внимание на класс защиты. Для VEGAMIG 180/2 TURBO присвоен класс IP21, а это значит, что его нельзя использовать вне помещений.
PICOMIG 180 PULS
Мобильный инверторный полуавтомат сварки MIG/MAG, поддерживающий импульсный режим сварки. Всего аппарат поддерживает четыре типа сварки на профессиональном уровне: 
- MiG/MAG;
- MiG/MAG PULS;
- ММА;
- TiG DC.
Устройство питается от однофазной сети, потребляет 6,4кВа и поддерживает максимальный сварочный ток 170А.
Агрегат оснащен системой автоматических регулировок, электронным блоком управления и цифровым дисплеем.
СПИКА ALUMIG 300 P DpulseSynegric
Универсальный сварочный аппарат работает в режимах полуавтомата MIG/MAG и ручной сварки дугой MMA. Благодаря широкому ряду настроек рабочего процесса, агрегат сваривает не только алюминий, но и цветные, черные металлы, нержавеющую и оцинкованную сталь. 
Аппарат питается от трехфазной сети и может создавать максимальный сварочный ток в режимах: MIG — 300А и MMA — 250A. Этого достаточно, чтобы обеспечить качественную работу в промышленных условиях. Устройство можно использовать, всюду, где электрическая сеть сможет обеспечить мощность 10.60 kVa.
Устройство обладает рядом полезных функций, среди которых:
- MIGPulse;
- DoublePulse MIG
- режим S4T;
- быстрый старт;
- DownSlope
- и др.
Сварочный аппарат оснащен компьютером с цифровым дисплеем для синергетического управления. В памяти хранится 10 программ наиболее часто используемых процессов. Переход от одного вида сварочных работ к другому занимает несколько секунд. Синергетическое управление автоматически устанавливает силу тока, частоту и форму импульсов в зависимости от толщины проволоки и типа металла.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.

При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Подготовка
Сварка своими руками не представляет ничего сложного даже для начинающих. Можно начинать сваривать с тонкого металла. Настройки тока и полярности будут варьироваться в зависимости от типа электродов. Полярность должна быть определена пробой на небольших соединениях. Ее обязательно стоит сделать. В целом конструкция сварных соединений для алюминия вполне соответствует таковой для стальных. Однако из-за более высокой текучести алюминия под сварочной дугой имеются некоторые отличия.
Первостепенным действием является подготовка. Обязательно зачищают поверхность механическим или химическим методом. Делают подходящую кромку. Лучше использовать V-образную, которая должна быть довольно широкой, чтобы полностью вместить корневой канал. Такая конструкция требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Сварка без газа
Метод получения сварного соединения на поверхности алюминия с использованием полуавтомата, но без газа, считается относительно новым.
В этом случае принципиальная схема используемого аппарата имеет замкнутый контур, в состав которого в обязательном порядке входят заземление, непосредственно сам переносной инвертор, а также специальный электрод.
Кроме этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
В большинстве случаев соединение выполняется встык, а медная проволока используется в качестве наплавляющего материала.
При выполнении данного вида сварки с использованием полуавтомата для защиты сварочной ванны используют специальный флюс.
Он вводится в расплавленный металл в момент, когда идет формирование сварочного шва.
В этом случае подвод специальной флюсовой проволоки осуществляется непосредственно через суппорт к самой электрической дуге.
В момент своего сгорания проволока равномерно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в настоящее время активно используется в промышленной сфере для выполнения различного вида задач.
Сварка полуавтоматом алюминиевых поверхностей без использования газа обладает большим количеством самых разных преимуществ.
В первую очередь, такое соединение имеет высокое качество, а сам процесс выполнения работ обладает хорошей функциональностью.
Процесс сваривания
После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед.
Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом.
Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой. Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык.
Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже.
Как использовать?
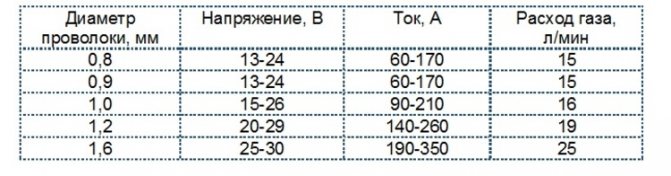
Следует обеспечить следующие параметры и характеристики:
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления;
- диаметр от 0,8 до 1,6 мм.
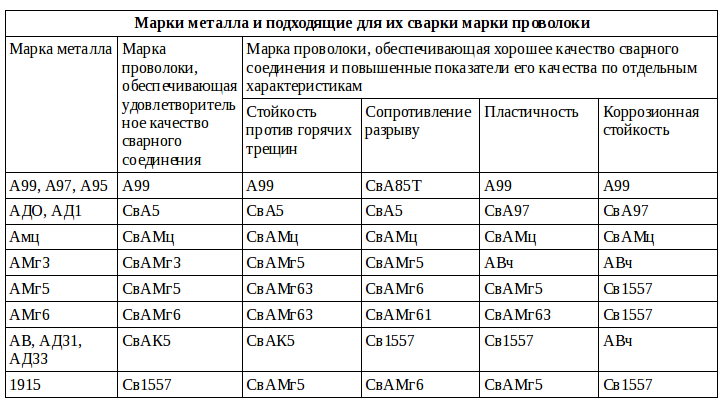
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356
Рабочие режимы для сплавов с низким содержанием кремния.
Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С.В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
Физико-химические свойства
Алюминий является серебристо-белым металлом, который встречается в природе только в виде соединений с другими химическими элементами. В чистом виде его получают путем электролиза растворенного глинозема, полученного из бокситов.
Данный металл отличается относительно невысокой плотностью. Его температура плавления составляет 658 Сº. Обладая высоким сродством к кислороду, благодаря чему способен восстанавливать большинство металлов из оксидов.
При взаимодействии с атмосферным воздухом металл быстро покрывается пленкой, защищающей его от дальнейшего взаимодействия с окружающей средой. Оскидная пленка обеспечивает высокую устойчивость при взаимодействии с влажной средой, азотной кислотой, а также большинством кислот органического происхождения.
Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Меры предосторожности
При выполнении работ следует соблюдать следующие меры безопасности:
- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги;
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали;
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок;
- образование оксидного слоя при некачественной или преждевременной зачистке;
- возникновение трещин из-за перегрева заготовки и последующей усадки;
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве;
Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
Сварщик должен:
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Техника безопасности при работе
Обязательно нужно соблюдать меры безопасности во время сварочного процесса:
- проверить технику и целостность электрических проводов перед работой
- работать в специальной защитной одежде и маске
- не варить на открытом воздухе под дождём
- если процесс сварки идёт с защитным газом, отодвинуть баллоны минимум на 5 метров от места сварки.
- работать в специальной защитной одежде и маске
Важные нюансы полуавтоматической сварки аргоном
Для сварки может использоваться чистый аргон или в сочетании с другими защитными газами. Его основная особенность состоит в инертности, из-за чего не происходит реакции с металлом изделия. При этом аргон не позволяет протекать окислительным процессам на сварном шве, что наиболее важно в случае работы с цветными металлами. Дело в том, что последние очень быстро окисляются, контактируя с воздухом, а именно с содержащимися в нем кислородом и азотом. Аргон вытесняет из сварочной зоны все остальные газы, за счет чего получается более прочный шов, удается избежать высокой пористости свариваемого металла.
Полуавтоматическая сварка в среде аргона имеет ряд особенностей, отличающих данную технологию от остальных. Нужно понимать, что этот газ может применяться в сочетании с плавящимися (проволокой) и с неплавящимися электродами. В процессе работы сварщику необязательно обрабатывать поверхность заготовки от окислов, особенно если речь идет о соединении алюминиевых деталей. Сварка последних осуществляется при помощи алюминиевой проволоки диаметром в пределах 1-2 мм. При этом скорость подачи проволоки составляет 150–650 м/ч, а сила тока не может превышать 300 А.
Сварка предполагает достаточно большой расход аргона. В полный баллон входит примерно 6 000 л, а расход газа при сварке полуавтоматом составляет от 300 л/ч. Сварщик подбирает оптимальный режим работы оборудования на основании инструкции к полуавтомату. Сила тока и скорость подачи проволоки устанавливаются в соответствии с толщиной металлического изделия.
Преимущества
- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.
Недостатки
- Сварка алюминия полуавтоматом теряет надежность, если не используется газ, и швы получаются не самого лучшего качества;
- Использование флюса является обязательным, если нет аргона или другого защитного газа;
- Если неизвестен состав сплава, то трудно подобрать сварочную проволоку;
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Характерные сложности проведения работ
Свара алюминия полуавтоматом без аргона осложняется тем, что сварочная ванна данного металла очень подвержена влиянию внешних негативных факторов. Другой газ, или же его отсутствие, не дают должного уровня защиты, поэтому, после проведения операции может возникнуть трещина. Внутри шва появляются поры и раковины. Самой большой проблемой, которой осложняется сварка алюминия полуавтоматом, является оксидная пленка, которая плавится только при температуре выше 2 тысяч градусов, тогда как у алюминия этот показатель более чем в три раза ниже. Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.
Технология сварки алюминия полуавтоматом предполагает учет усадки этого металла, так как коэффициент расширения у него заметно выше у других видов материала, поэтому, может возникнуть проблемы деформации, так как в месте соединения шов будет расширяться и это приведет к искажению поверхности заготовки. Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Тип напряжения
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Развеем мифы
Попытаемся разъяснить интересующую многих тему. А чтобы не возникло недопонимания, постараемся, для начала, избавиться от домыслов и мифов, которые преследуют популярную технологию.
- Чистый алюминий практически никогда не употребляется в производстве, поскольку не обладает всеми необходимыми механическими свойствами. В большинстве случаев изготовителям приходится иметь дело со сплавами алюминия или, как минимум, металлом, насыщенным различными добавками.
- Чистый алюминий токсичен, но не способен нанести человеку вред при контакте, поскольку практически мгновенно покрывается оксидной пленкой. Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений.
- В атмосферных условиях сварка алюминия полуавтоматом без газа невозможна. Место, где накладывается шов, должно быть защищено от воздействия внешней среды. Даже в том случае, когда газ не подается вместе со сварочной проволокой, он возникает при сгорании используемого флюса, создавая, таким образом, необходимую защиту. Существуют электроды с покрытием, выделяющим при сгорании защитный газ, но в полуавтоматах они не используются.
- Миг-сварка – это не название технологии, а термин, появившийся в нашей стране благодаря появлению на рынке полуавтоматов марки MIG. На самом деле, сварка алюминия может производиться на оборудовании любой фирмы, благо, что в различных производителях сейчас уже нет недостатка. Главное, чтобы используемый аппарат был качественным и исправным. Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?
Заключение

Проволока для сварки алюминия – электродный материал, обладающий уникальными характеристиками. Соединение алюминия требует от сварщика высоких профессиональных навыков, поэтому не следует доверять эту работу новичкам.
[spoiler title=»Источники»]
- https://stroy-podskazka.ru/svarka/alyuminiya-poluavtomatom/
- https://titan-spec.ru/raboty/argonovyj-poluavtomat.html
- https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-poluavtomatom.html
- https://svarkalegko.com/tehonology/svarivaem-alyuminij-poluavtomatom.html
- https://metallmaster.org/shkola-svarschika/svarka-poluavtomatom-bez-gaza.html
- https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-poluavtomatom
- http://met-all.org/obrabotka/svarka/svarka-alyuminiya-poluavtomatom.html
- https://vt-metall.ru/articles/568-poluavtomaticheskaya-svarka-argonom
- https://fubag.ru/tips/kak-vybrat-khoroshiy-svarochnyy-apparat-dlya-alyuminiya/
- https://WikiMetall.ru/oborudovanie/svarochnyiy-poluavtomat-dlya-svarki-alyuminiya.html
- https://elsvarkin.ru/texnologiya/alyuminij/
- https://SevenTools.ru/svarka/alyuminiya-poluavtomatom-v-srede-uglekislogo-gaza.html
- https://store.fubag.ru/tips/uroki-svarki-svarka-poluavtomatom-bez-gaza-osobennosti-primenenie/
- https://instanko.ru/osnastka/svarka-alyuminiya-poluavtomatom.html
- https://prosto-instrumenty.ru/alyuminievaya-provoloka-dlya-poluavtomata/
- https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/aljuminievaya-provoloka-dlya-poluavtomata.html
[/spoiler]