Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование. Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки.
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?

Сферы применения цековок
Цековки используют для работы по чугуну, стали, цветным металлам. Инструмент повышает качество обрабатываемой поверхности и гарантирует строгую перпендикулярность отверстия оси готового изделия. 
Цековка используется для создания опорных плоскостей в отверстиях под винты, шайбы, болты, кольца. Также инструмент необходим для зачистки торцов закладных частей конструкций.
Для обратной цековки (развертывания) используют инструменты с большим количеством лезвий (до 14). Эта операция позволяет сделать выемку цилиндрической формы максимально точной.
Автомобилисты применяют цековки для проточки поршней. Самостоятельное проведение операции позволяет с использованием цековки проточить клапаны, не обращаясь к токарям. Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
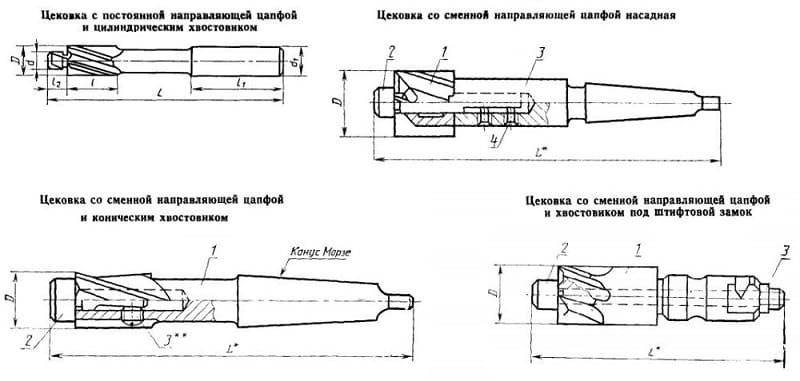
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
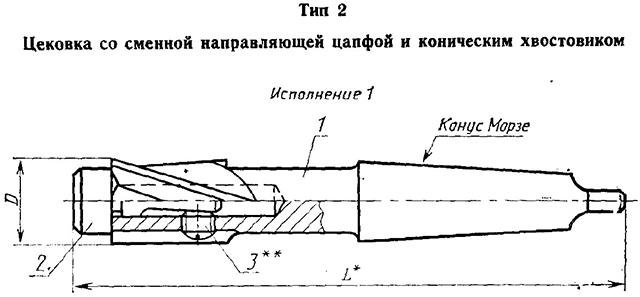
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.

Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Конструктивные особенности
Цековка относится к металлообрабатывающим приспособлениям осевого типа. Она включает в себя три составляющие:
- Рабочая часть. На конце инструмента расположена контактная зона с режущими лезвиями для обработки металлической поверхности. К ней также относят направляющую цапфу.
- Хвостовая часть. Находится с противоположной стороны, фиксируется в патроне станка.
- Соединительная часть. Расположена между вышеуказанными элементами. Ее предназначение – передача крутящего момента от станка к режущим кромкам.
Цековка может представлять собой монолитное приспособление или сборную конструкцию в зависимости от типа исполнения.
Особенность инструмента – торцевое расположение лезвий.
В процессе выполнения работ очень важен механизм удаления снятой металлической стружки. В цековках эту функцию выполняют винтовые каналы, расположенные в боковой части приспособления.
Направляющая цапфа отвечает за качество обработки и угол наклона цековки в процессе выполнения работ. Это достигается благодаря надежной фиксации цапфы после погружения инструмента в отверстие. Таким образом работы ведутся в заданной плоскости, без осевого смещения.
Процесс монтажа цековки не отличается от действия прочих приспособлений осевого типа: хвостовик зажимается патроном станка.
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.

Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.

Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.

Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Цековка и зенковка: отличия
Цековка от зенковки имеет меньше отличий, чем кажется непосвященному человеку. А именно: цековками называют торцевые зенковки. Так что, если вам необходимо выровнять торцевые части уже сформированного углубления, требуется цековка. Для снятия фасок, удаления заусенцев и изменения конфигурации отверстий купите зенковку по металлу.
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.

Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
-
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
-
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
-
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
-
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Вопрос-ответ
Как определить оптимальную скорость резания?
Скорость резания подбирают с учетом диаметра инструмента и частоты вращения. Обязательно введение поправочных коэффициентов. Полученные данные можно использовать для вычисления частоты вращения шпинделя.
Как определить глубину резания цековкой?
Этот показатель вычисляют как половину диаметра режущего инструмента за вычетом диаметра чернового отверстия.
Заключение
Цековка — особая разновидность зенкера, у которой режущие элементы расположены позади торцевой части. Очень удобна для финальной обработки торцевых частей различных отверстий и углублений.
С помощью такой финальной обработки можно улучшить вид детали и создать небольшие углубления. Также с помощью цекования можно повысить технико-эксплуатационные характеристики отверстия.
Цековки, как и зенкеры, делают из металлических сплавов (чаще всего из высокопрочной стали). На режущие элементы могут наноситься специальные элементы. Они делают деталь более прочной и острой — это позволяет обрабатывать сверхпрочные металлические заготовки.
[spoiler title=»Источники»]
- https://MetEkspert.ru/raboty/cekovka-eto.html
- https://www.rinscom.com/articles/tsekovka-opisanie-instrumenta/
- https://martensit.ru/prochie/cekovka/
- https://WikiMetall.ru/oborudovanie/tsekovka.html
- https://tutmet.ru/cekovka-gost-foto.html
- http://met-all.org/oborudovanie/prochee/tsekovka-tsekovanie-otverstij-gost.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/cekovka.html
[/spoiler]