Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.

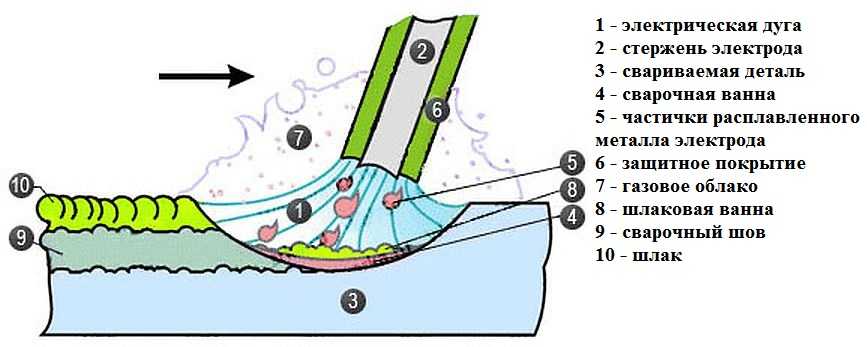
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
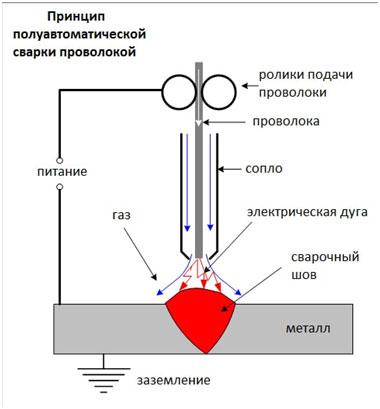
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки:
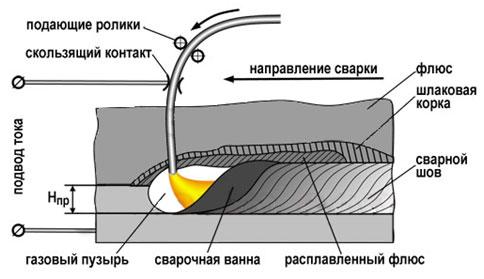
- Подача проволоки за счет специальных роликов.
- Посредством контакта скользящего типа производится подведение к проволоке электрического тока.
- Начинается движение электрода вдоль разметки для шва.
- Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды.
- Образование шва.
- Очистка от шлаковой корки.
- Сбор излишек флюса для повторного использования.
Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремиться вниз.
Обозначения типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.


MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.


TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
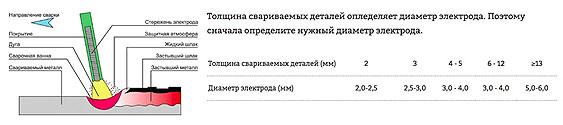
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Методики дуговой сварки – способы сваривания
Чтобы получить качественный шов, нужно научиться поддерживать, а затем и перемещать дугу. Особенно влияет на качество длина электрической дуги. Если она больше 5 мм, то считается длинной.
В этом случае происходит азотирование и окисление расплавившегося металла. Он разбрызгивается каплями, шов при этом получается пористый и недостаточно прочный. При слишком короткой дуге может произойти непровар.

Электродный стержень может двигаться по разным траекториям. С опытом каждый сварщик выбирает “свой” вариант, а чаще комбинацию нескольких движений
Для выполнения сварки используются разные методики. Подробно рассмотрим основные.
Галерея изображенийФото из По положению сварных швов в пространстве все они подразделяются на 4 группы: горизонтальные, вертикальные, нижние, потолочные. Нижние выполняются на полу или подобной конструкции, потолочные на потолке, вертикальные и горизонтальные на стенках в соответствующих направленияхПо поперечному сечению и варианту соединения все сварные швы делят на угловые и стыковые. Стыковые характеризуются глубиной шва, угловые — шириной, катетом и глубиной шваКатетом углового шва называют минимальное расстояние от одного из соединяемых элементов до границы шва. Если шов прерывается в нескольких местах, то берут наименьшее значениеОкруглые поверхности свариваются горизонтальными или вертикальными швами. Характеризуются они глубиной проварки и формой шваПримеры вертикальных сварных швовСоединение встык сварным швомСварной шов угловой категорииИспользование сварки в соединении труб
Вариант #1: нижние стыковые соединения
Самый распространенный и простой способ соединения деталей. При толщине металла до 0,8 см используется двусторонняя сварка. Для соединений из металла тоньше 0,4 см выполняется только односторонняя сварка.
Для работы выбираются электроды, диаметр которых равен толщине металла. Если она превышает 8 мм, сварку проводится с разделкой кромок. При этом угол разделки составляет порядка 30°.
Сварка выполняется в несколько проходов. Желательно использовать съемные подкладки из стали или меди во избежание прожогов. Первый проход выполняют электродом малого диаметра, не более 4 мм.
В процессе выполнения первого шва очень важна его точность и глубина провара. После его наложения за кромками не должно быть проплавленного металла.
Для второго и всех последующих проходов используют электродные стержни большего диаметра. Их выбирают для качественного заполнения выемки, образовавшейся между кромками.
Электрод медленно двигают вдоль шва, выполняя при этом колебательные движения, как бы раскачивая электрод из стороны в сторону, чтобы полностью заполнить пустоты расплавленным металлом.
Вариант #2: нижние угловые соединения
Опытные сварщики утверждают, что хороших результатов можно добиться, если сваривать углы «в лодочку». Это означает, что соединяемые детали устанавливаются под углом в 45° или другим.
Таким образом обеспечивается максимально качественное проплавление стенок изделия, а опасность подреза и непровара уменьшается. Такой способ сварки позволяет за один проход наплавлять швы большого сечения.

Мастера напоминают, что сваривая угловое соединение таврового типа, поджигать электрическую дугу следует только на горизонтальной плоскости (+)
Различают два вида сварки «в лодочку» – в симметричную и в несимметричную:
- Наклон деталей составляет 45°. Вероятность наплывов или подрезов одной из стенок минимальна. Сварку обратной и прямой полярности проводят на максимальных значениях тока. При проведении обратной по полярности сварки длина электрической дуги должна быть минимальной.
- Наклон деталей под углом в 60° или 30° – несимметричная «лодочка». Такой вариант очень удобен, если работы выполняют в труднодоступных местах, поскольку амплитуда движения электрода невелика. Сварщик направляет дугу в самый корень шва, при этом нужно следить, чтобы она не вышла за пределы будущего шва. Также не разрешается наплавлять за один проход слишком большое количество металла.
Угловые соединения могут быть таврового типа, поэтому необходимо научиться, как правильно и без ошибок сваривать металл электросваркой в несколько проходов.
Использование одного прохода возможно только в том случае, когда свариваются простые конструкции со сторонами, которые образуют угол 45° при угловом шве. Диаметр электрода в этом случае не может превышать толщину металла больше, чем на 0,15-0,3 см.
Стандартная многопроходовая тавровая сварка выполняется следующим образом. Для первого прохода берется электрод большего диаметра, чем те, что выбраны для последующих проходов. Например, используется электрод, размеры которого варьируются в пределах от 0,4 до 0,6 см.

Некоторые сварочные швы выполняются в несколько проходов. При этом размер электрода для первого прохода и для всех последующих отличается
Сварка проводится плавно, без поперечных колебательных движений. При выполнении остальных проходов они обязательно выполняются. Важно, чтобы амплитуда колебаний находилась в пределах допустимой ширины шва.
Еще один значимый момент. При выполнении тавровой сварки углового соединения электрическую дугу следует всегда поджигать на полке, расположенной горизонтально.
При выполнении своими руками электросварки углов можно применять нахлесточный тип соединения. В этом случае свариваемые детали располагаются одна на другой с нахлестом. Дуга при прямой по полярности сварке должна быть короткой, при обратной – максимально короткой. Направляют дугу точно в корень соединения.
В процессе сваривания необходимо выполнять электродом небольшие по амплитуде возвратно-поступательные движения. Таким образом удастся равномерно разогреть всю область соединения. В этом случае сварочная ванна равномерно наполнится, и шов получится выпуклый и полноразмерный.
Вариант #3: вертикальные швы
Швы, направленные вертикально, выполняют только короткой дугой. Рабочая сила тока при этом должна быть на 10%-20% меньше, чем в процессе выполнения сваривания деталей в нижнем положении. Эти требования легко объяснимы.
Меньшая сила тока предполагает, что расплавленный жидкий металл не станет стекать из сварочной ванны. Меньшая по размеру дуга более удобна в работе.

Сварка вертикальных швов имеет свои особенности. Они объясняются тем, что в таком положении жидкий металл может стекать по шву. Поэтому должен быть правильно выбран сварочный ток и угол наклона электрода
Опытные сварщики предпочитают варить вертикальные швы по направлению снизу вверх. Дугу поджигают в самой нижней точке будущего шва. После чего готовят небольшую горизонтально расположенную площадку, размеры которой соответствуют сечению будущего шва.
Затем медленно продвигают электродный стержень вверх. При этом обязательно выполняются движения поперек соединения.
Они могут быть в виде елочки, угла или полумесяца. Последний вариант наиболее прост в выполнении. Кроме того, важно соблюдать правильное положение электрода. Теоретически лучше всего выполняется провар, если стержень расположен перпендикулярно шву, то есть горизонтально.
Стыковые сварные швы характеризуются по следующим критериям:
Галерея изображенийФото из Все виды сварных соединений характеризуются по форме шва. Он может быть выпуклым, плоским и вогнутым. Самый прочный — выпуклый вариант, вогнутый в большинстве случаев признается бракомВыпуклость — показатель усиления сварного шва. Однако она не может быть больше 2 мм для нижних швов. Для всех прочих швов нормой считается 3 ммВертикальные, горизонтальные и потолочные швы могут быть увеличены на 1 мм, если толщина стали, из которой выполнены свариваемые детали до 26 мм. Свыше указанной цифры допустимо увеличение еще на 1 ммПо показателям протяженности сварные швы делят на прерывистые и непрерывные. Правильно выполненные прерывистые швы производятся с шагом, определенным требующейся несущей способностью соединенияУгловое вертикальное сварное соединениеГоризонтальный выпуклый шовУвеличение сварного шва на 1 ммНепрерывные и прерывистые сварные швы
Практика показывает, что в таком положении электродного стержня жидкий металл стекает по шву. Чтобы этого избежать, угол наклона стержня выбирают в пределах 45°-50°. Это оптимальный при вертикальной сварке вариант. Для сваривания деталей в направлении снизу вверх выбирают электроды, диаметр которых не превышает 0,4 см.
Вариант #4: детали трубопровода
В домашних условиях часто приходится вспоминать, как заваривать электросваркой металлическую трубу. Сбоку детали обычно выполняется вертикальный шов, по окружности – горизонтальный. Трубы из стали сваривают встык. Все кромки обязательно хорошо провариваются.
Для того чтобы наплывы внутри трубы были минимальны, электрод подносят к изделию под углом не больше 45°. Ширина шва должна составить 0,6-0,8 см, высота – 0,2-0,3 см.

Сваривание труб проводится различными швами и на разных участках. В зависимости от толщины стенки детали и ее расположения выбирается диаметр электрода и тип шва
Перед началом сварочных работ соединяемые детали тщательно очищаются. Осматриваются торцы трубы. Если они деформированы, их выправляют или обрезают с помощью трубореза. Затем зачищают до металлического блеска кромки деталей изнутри и снаружи на расстояние как минимум 1 см от края. Затем приступают к сварке.
Стык сваривают не прерываясь до тех пор, пока он полностью не заварится. Для неповоротных стыков труб со стенками шириной до 0,6 мм выполняется два сварочных прохода, для изделий со стенками шириной от 0,6 до 1,2 см – три прохода, для деталей со стенками шире 1,9 см – четыре прохода.
При этом каждый последующий шов накладывается только после того, как с предыдущего снята окалина.
Наиболее важно качество первого шва. В процессе его выполнения должны полностью расплавиться все притупления и кромки. Трещин, даже самых маленьких, быть не должно. Если они есть, их выплавляют либо вырубают. После чего фрагмент снова заваривается. Аналогично выполняется сварка поворотных труб.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.

Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.

Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Необходимые инструменты

Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Как правильно сварить металл?


Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
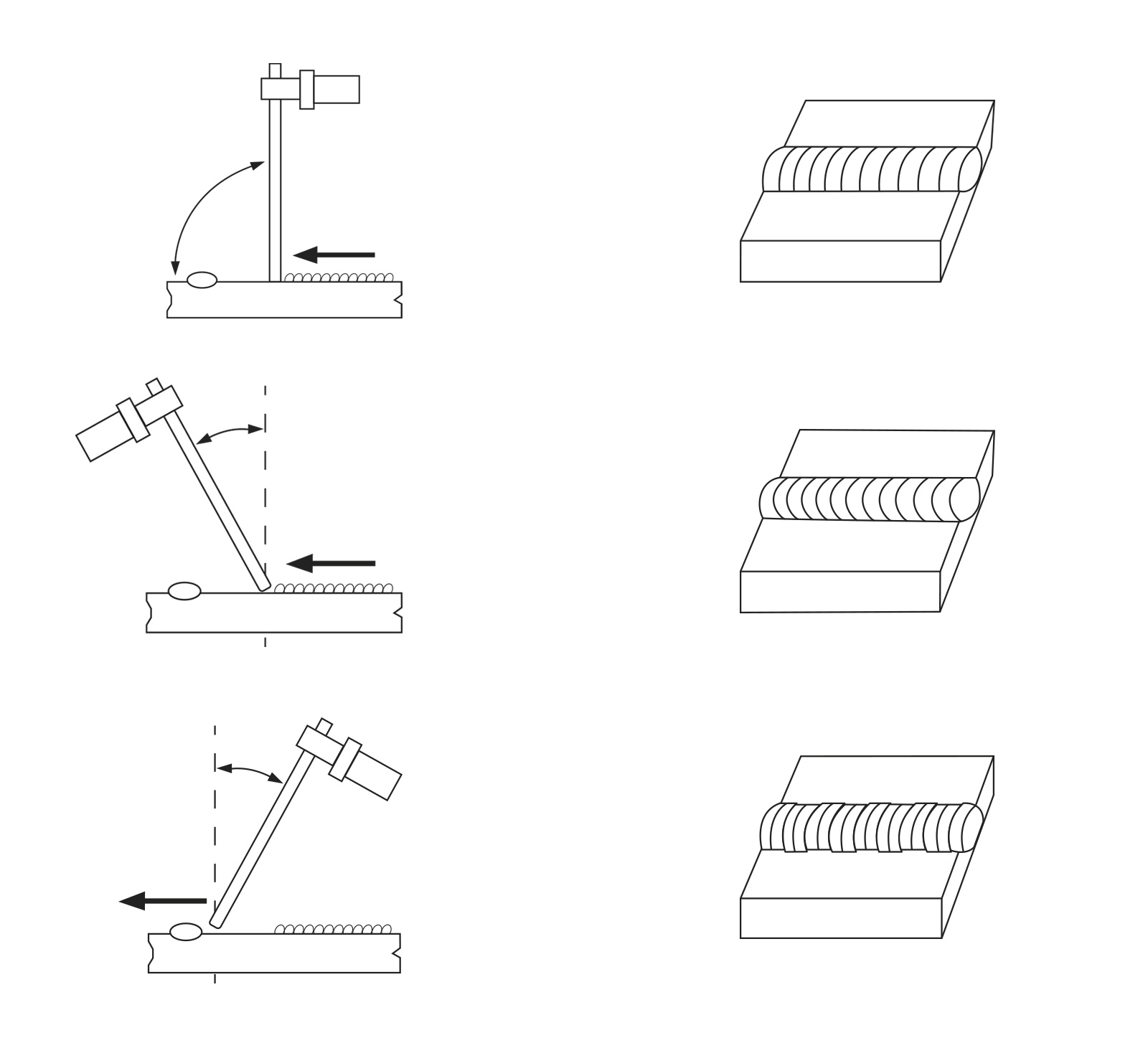
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.

Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.

Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
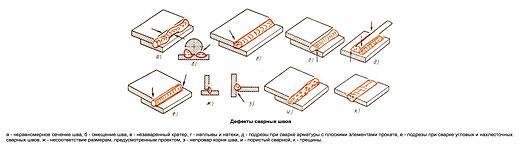
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
[spoiler title=»Источники»]
- https://moiinstrumentu.ru/kak-varit-svarkoj.html
- https://WikiMetall.ru/spravochnik/kak-nauchitsja-varit-jelektrosvarkoj.html
- https://mrmetall.ru/kak-pravilno-varit-jelektrodami-nachinajushhim-jelektrosvarkoj/
- https://sovet-ingenera.com/santeh/svarka/elektrosvarka-dlya-nachinayushhix.html
- https://kak-sdelano.ru/instrumentyi/cvarka-invertorom-dlya-nachinayushhix
- https://instrumentiks.ru/sovety/svarka-invertorom
- https://tokar.guru/hochu-vse-znat/svarka-elektrodami-kak-pravilno-varit-nachinayuschim.html
- https://svaring.com/welding/teorija/azy-svarki-elektrodami
- https://www.svarbi.ru/articles/kak-varit-svarkoy-elektrodami-dlya-nachinayushchikh/
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
[/spoiler]